[실무 기술과외 1대1 개인교육] 머시닝센터 MCT 기계가공을 위한 오토캐드 및 마스터캠 가공부품 제도 모델링 그리고 NC 툴패스 캠 프로그래밍 능력 향상 (초보자 교육 가능)
1, 실무 기술과외 1대1 개인교육 문의
-. 전화 또는 문자, 이메일, 댓글, 쪽지, 카카오톡 등으로 문의 바랍니다.
-. 010-2696-7013
-. toyskorea@naver.com
-. 카카오톡 아이디 : toyskorea
2, 작업순서
(1) 머시닝센터 MCT 캠 기계가공을 위한, 오토캐드 부품 제도 모델링 작업
(2) 마스터캠 NC 툴패스 생성 및 모의가공 검증 작업
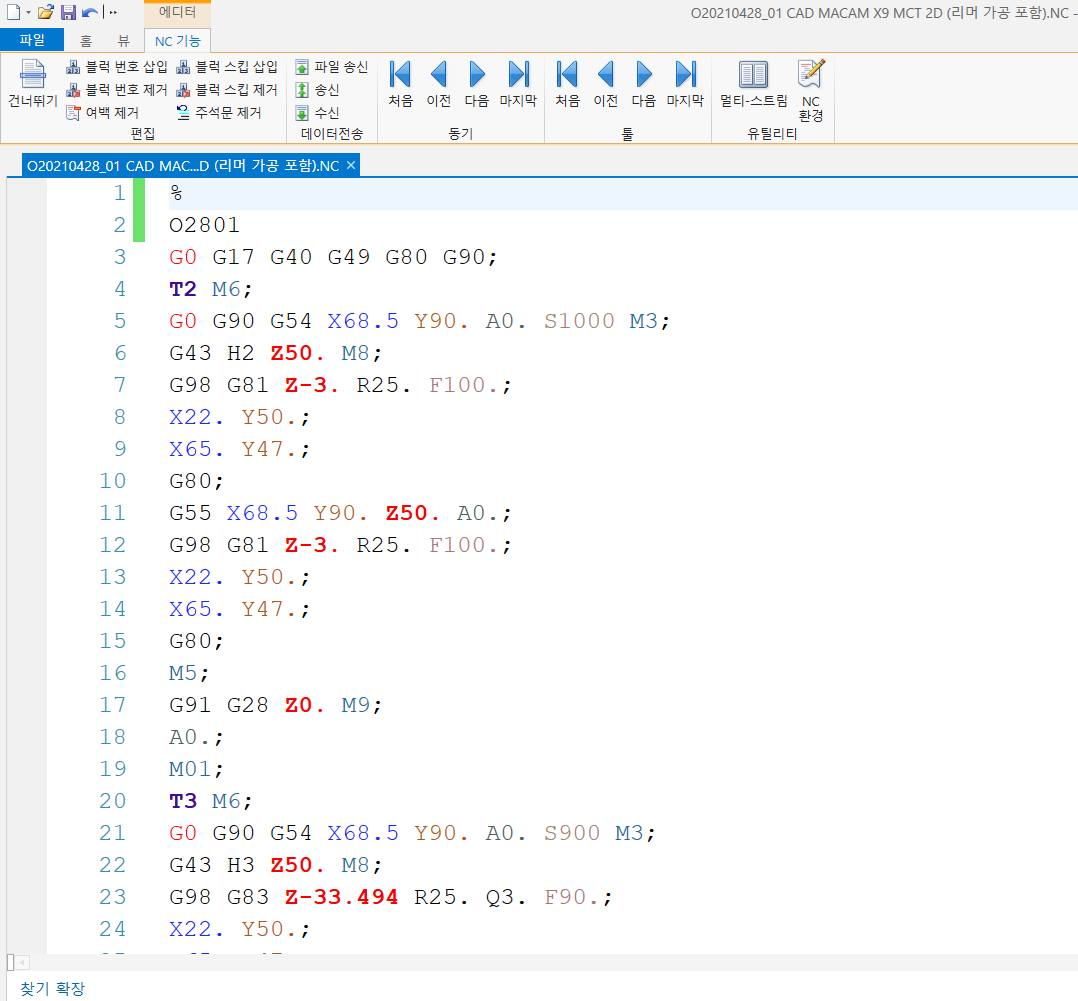
(3) 마스터캠 에디터 NC DATA 수정 및 편집 작업
3, 작업공정
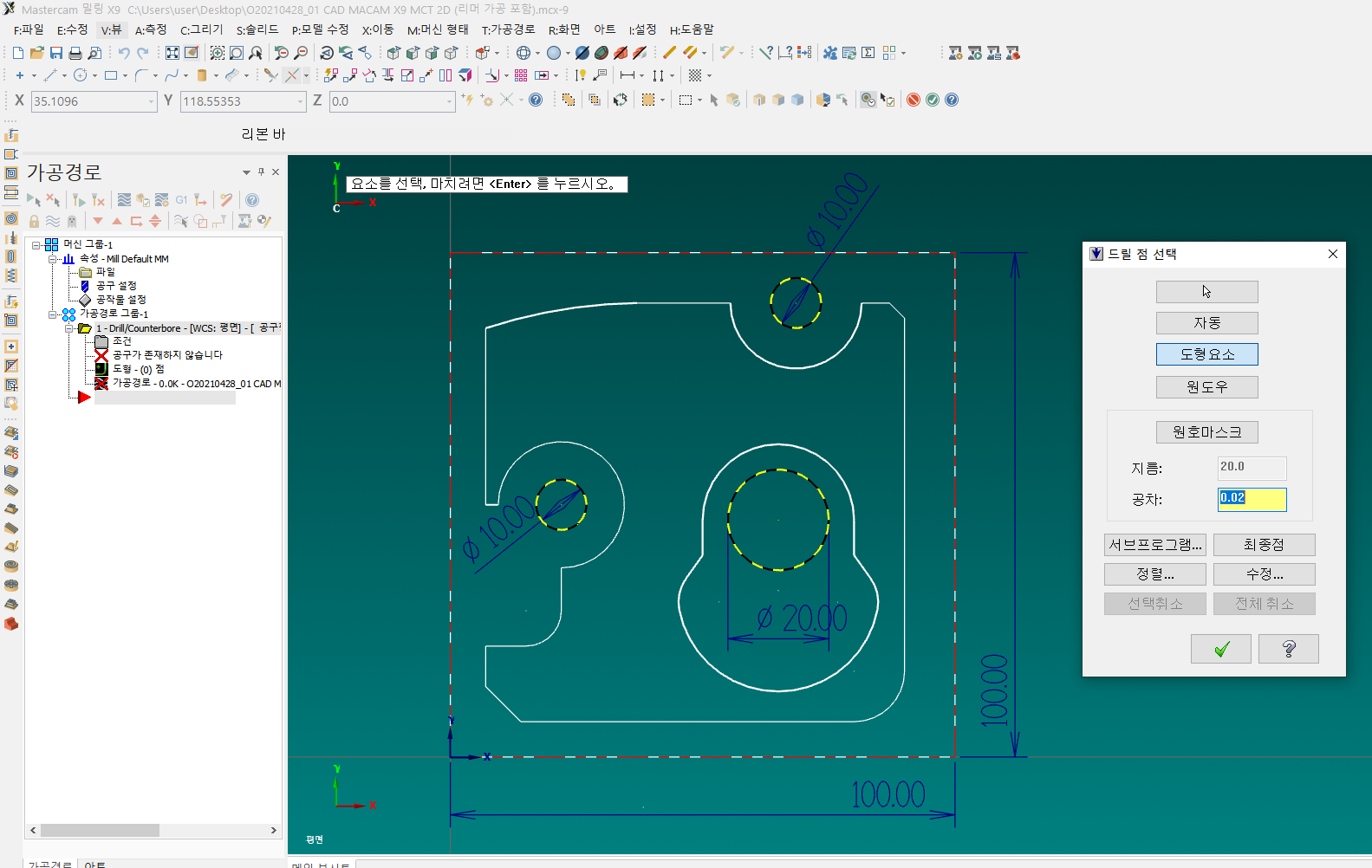
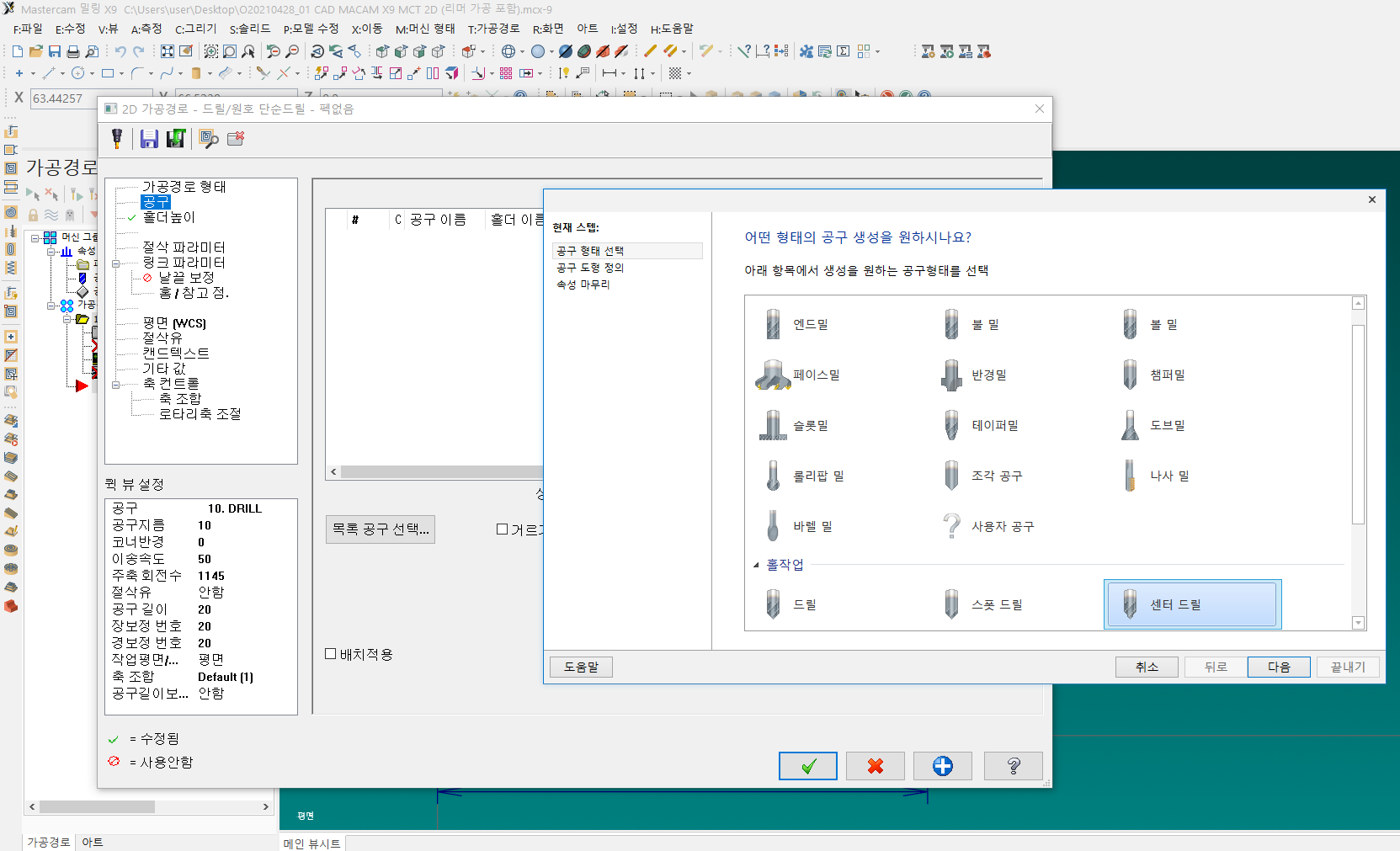
(1) 센터드릴 탭구멍 펀칭 가공
(2) 드릴 탭구멍 기초 관통구멍 가공
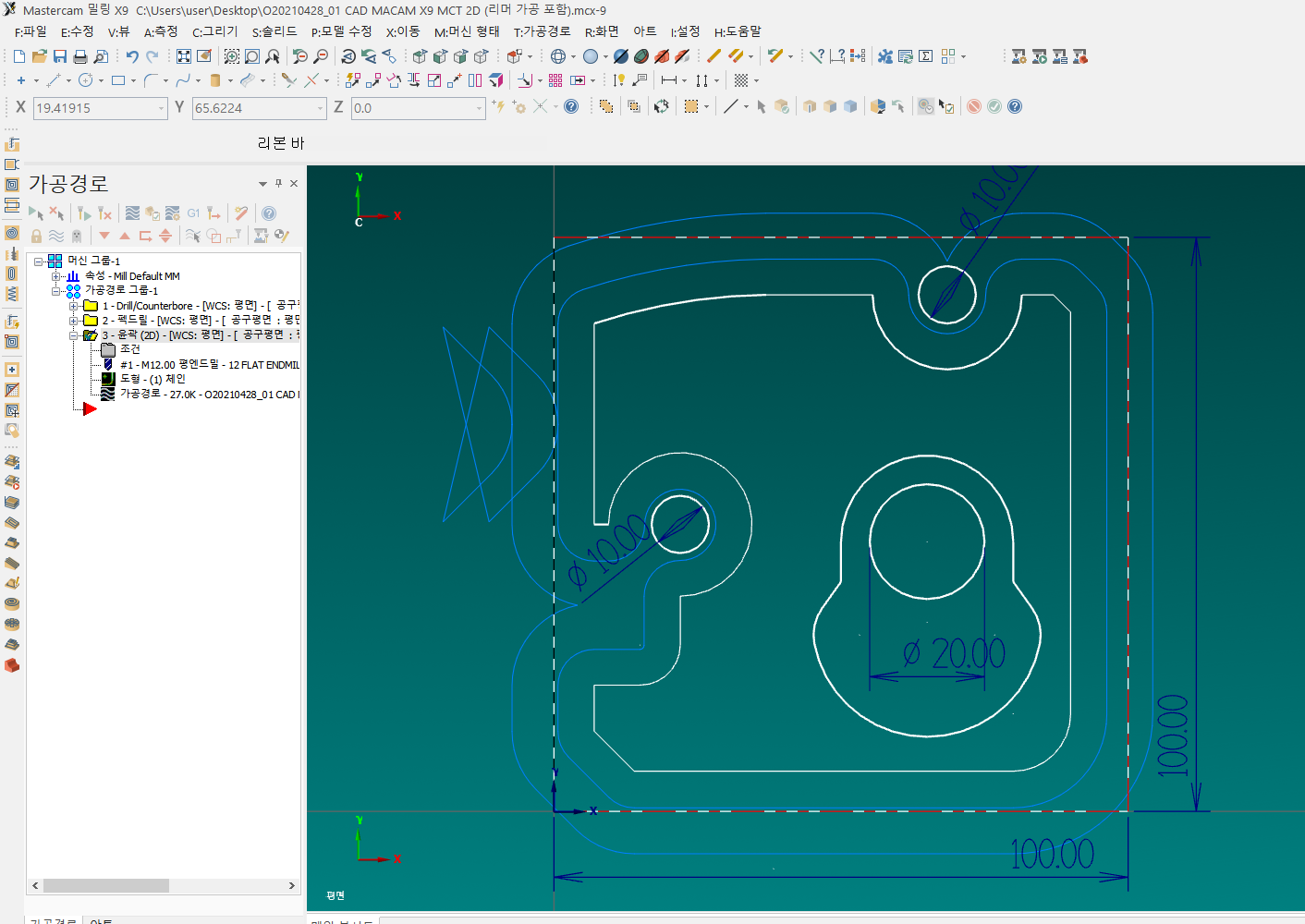
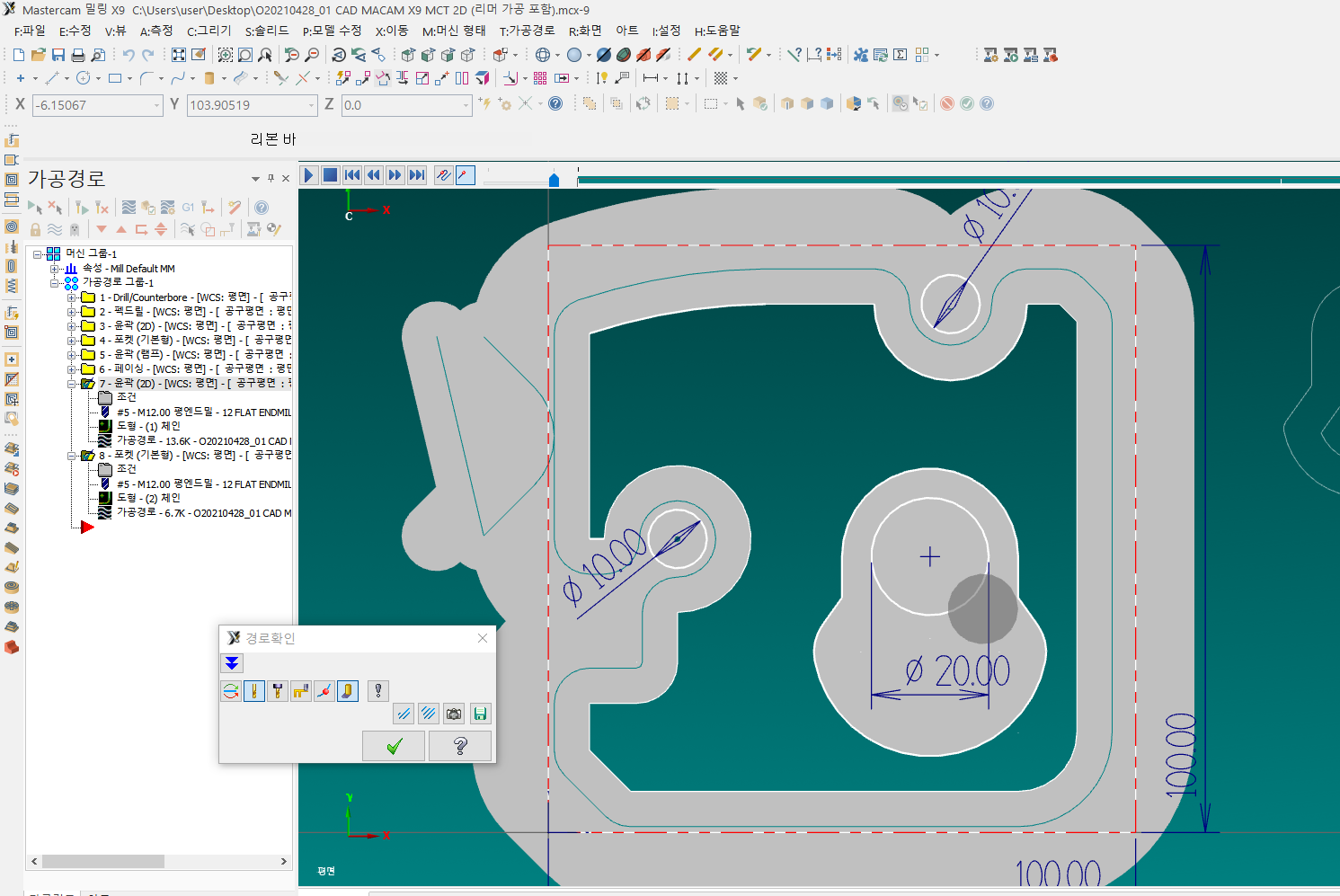
(3) 윤곽 황삭 가공
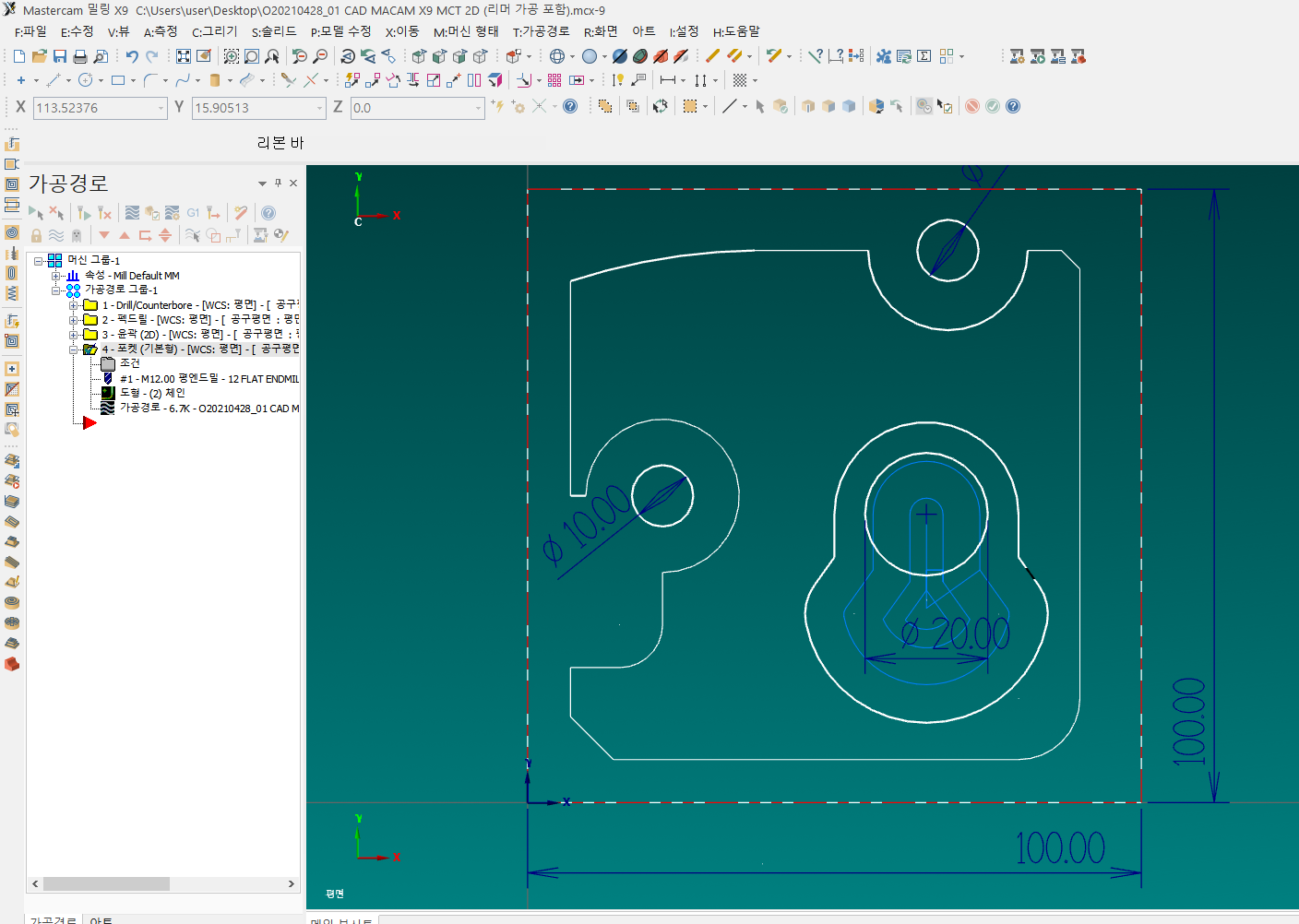
(4) 포켓 황삭 가공
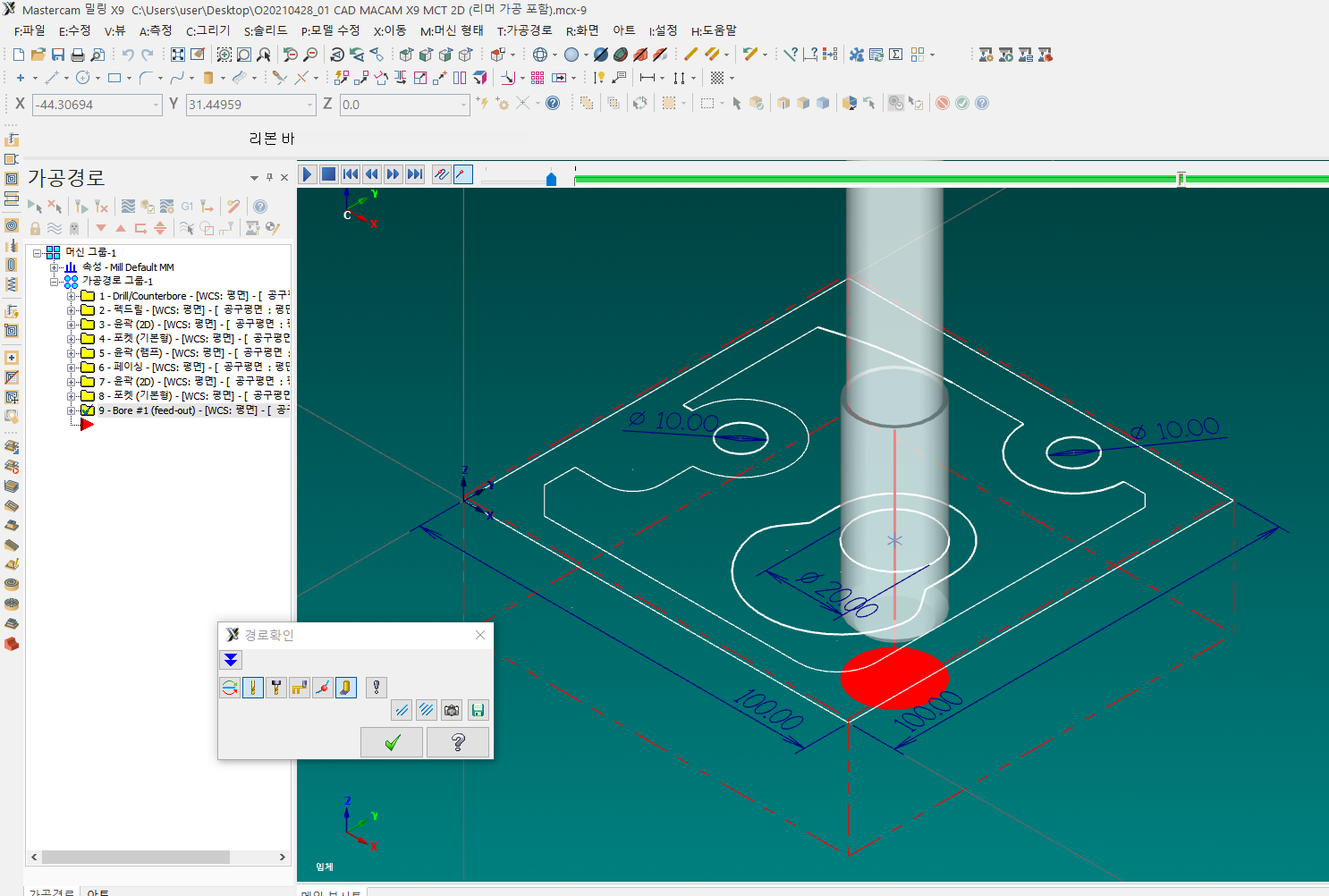
(5) 포켓 리머 구멍 황삭 가공
(6) 표면 정삭 가공
(7) 윤곽 정삭 가공
(8) 포켓 정삭 가공
(9) 포켓 리머 구멍 정삭 가공
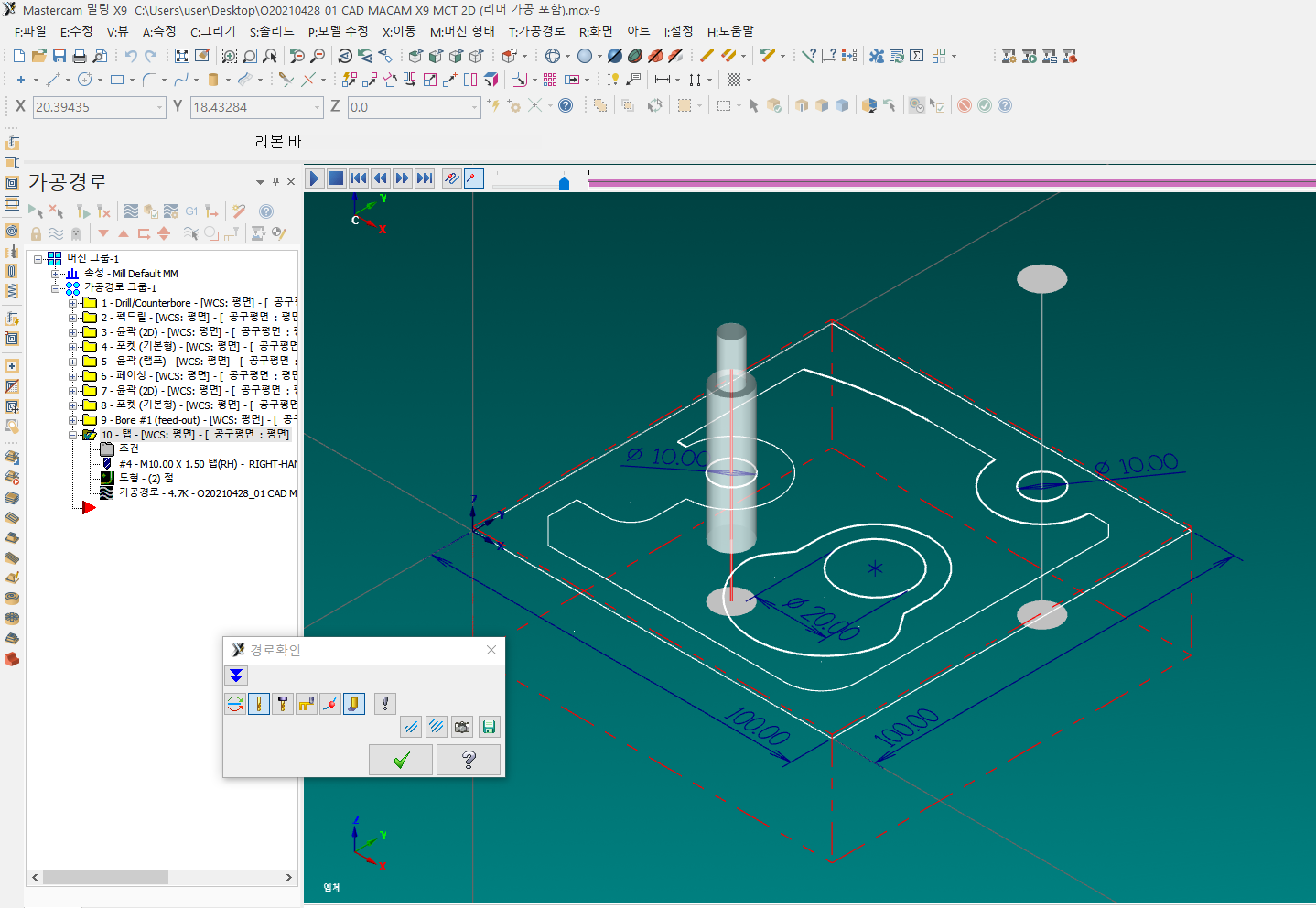
(10) 탭드릴 가공
(11) 모따기 가공
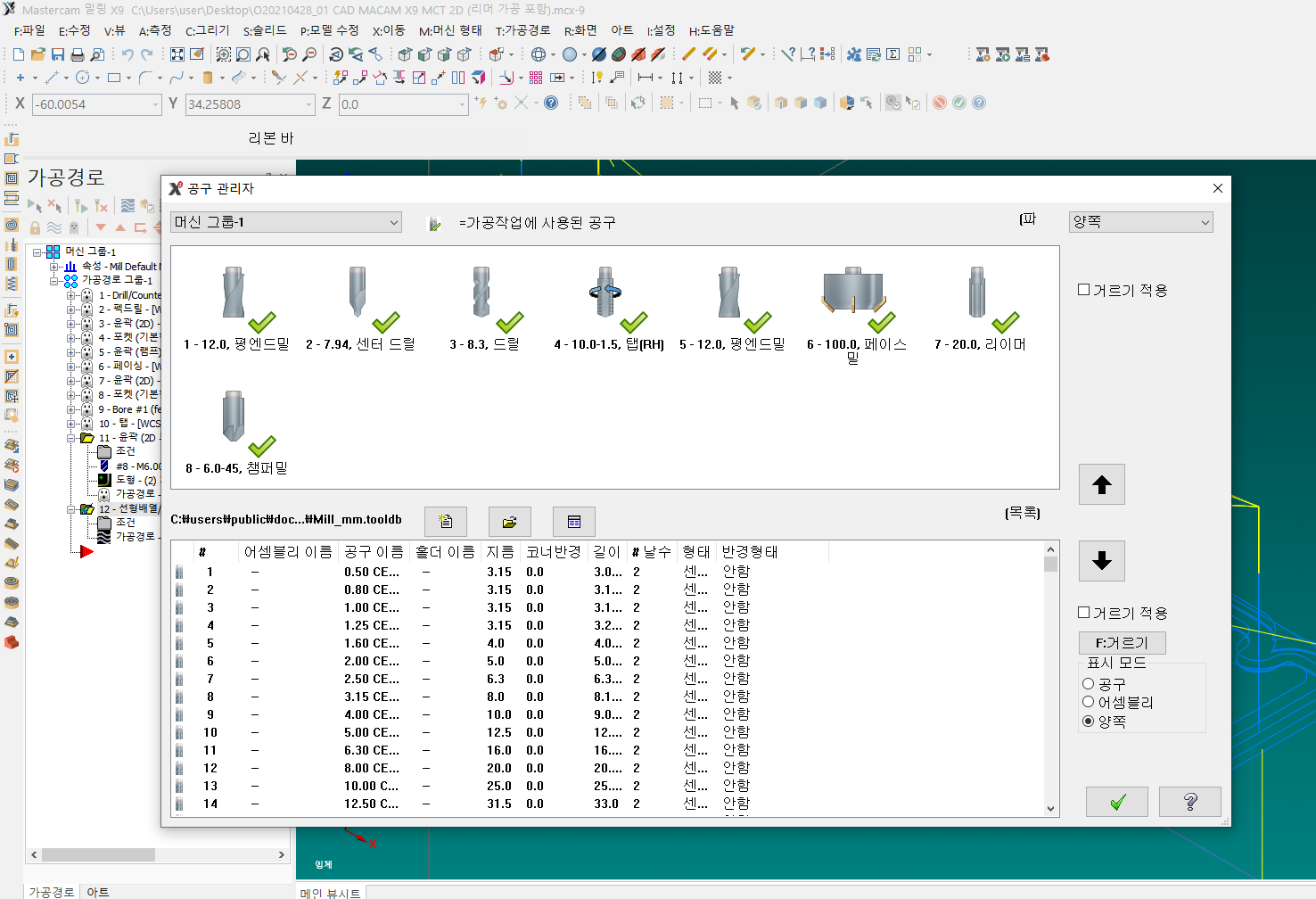
4, 공구목록 및 절삭조건
(1) T01 평엔드밀12파이2날 S1000 F100
(2) T02 센터드릴4파이 S1000 F100
(3) T03 드릴8.3파이 S900 F90
(4) T04 탭드릴10x1.5 S200 F300
(5) T05 평엔드밀12파이4날 S1600 F80
(6) T06 페이스밀100파이6날 S700 F70
(7) T07 리머20파이H7 S200 F150
(8) T08 모따기6파이 S1600 F80
5, 특이사항
(1) 소재 크기 : 100 x 100 x 31t (표면가공여유 1t 포함)
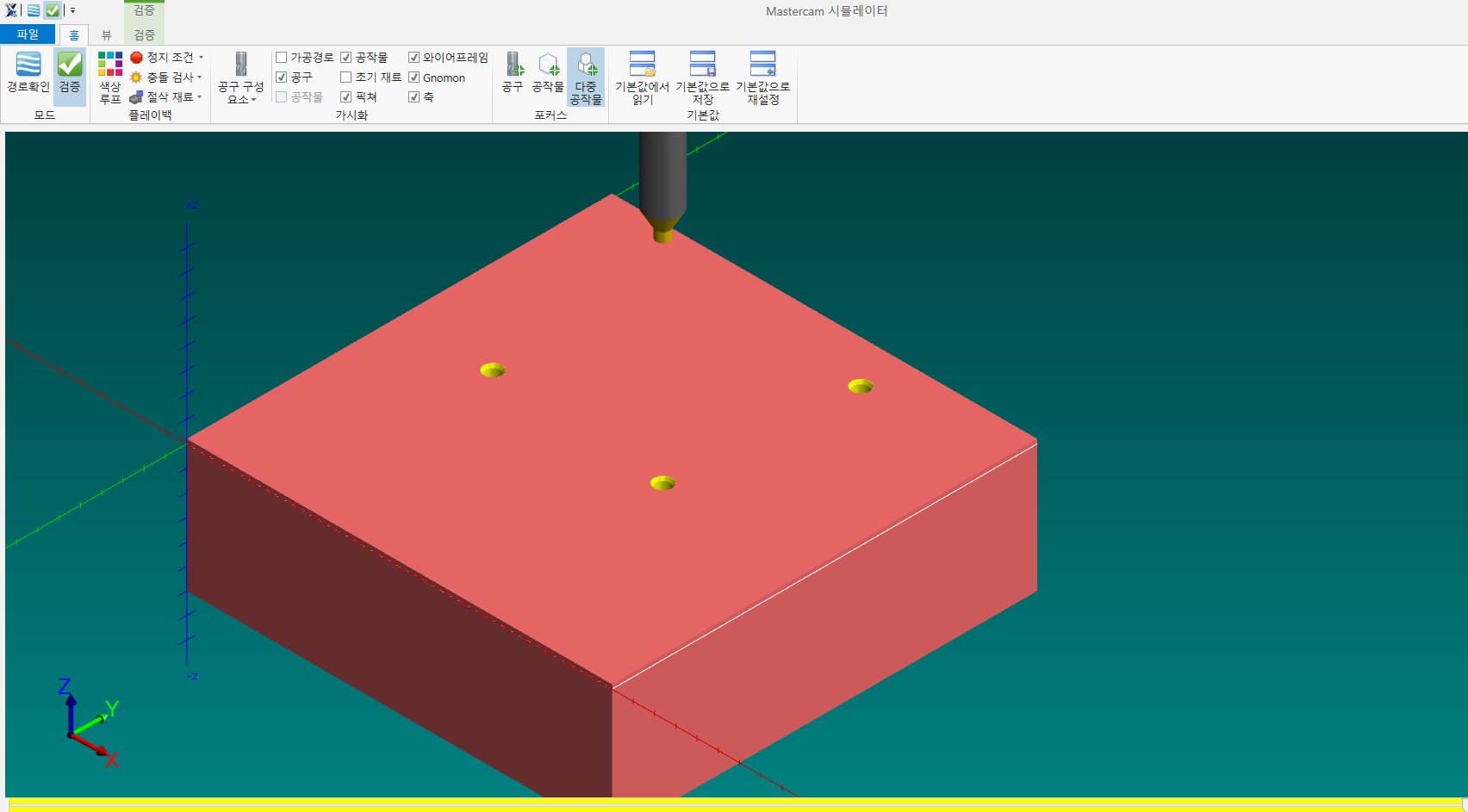
(2) 모의가공 시뮬레이션을 위해, 공작물 설정을 진행하도록 합니다.
(3) 툴패스 작성중, 가공경로가 겹쳐 확인 불가능한 것을 방지하기 위해 이전의 툴패스는 숨김처리하도록 합니다.
(4) 센터드릴 G81, 드릴 G83, 탭드릴 G84, 리머 G85 각각의 드릴링 사이클로 가공하도록 합니다.
(5) 센터드릴 가공시, 절입깊이는 1~3mm 정도로 드릴 공구가 진입하는 자리정도만 가공하도록 합니다.
(6) 드릴 방식의 공정은, 선행 공정을 복사하여 재활용하여 사용하도록 합니다.
(7) 드릴 가공시, 절입값(펙값, Q값)은 3mm를 적용하도록 합니다.
(8) 윤곽 및 포켓 황삭가공시, 바닥면과 측벽면의 정삭가공여유 값은 0.3mm를 적용하도록 합니다.
(9) 포켓 리머 구멍 황삭가공시, 측벽면의 정삭가공여유 값은 0.2mm를 적용하도록 합니다.
(10) 윤곽의 깊이는 7mm이며, 포켓의 깊이는 5mm로, 각각 적용하여 가공하도록 합니다.
(11) 포켓 황삭 및 정삭 가공시, 공구의 진입은 관통 드릴 구멍의 중심으로 진입하도록 설정합니다.
(12) 포켓 리머 구멍 황삭가공시, 램프 헬릭스 방식으로 진입하면서 가공하도록 합니다.
(13) 표면 정삭 가공시, 2회 스텝으로 구분하여 가공하며 진입과 복귀가 짧게 적절하도록 설정합니다.
(14) 리머 구멍 가공시, 절삭공구는 H7이 적용된 공구를 사용하도록 합니다.
(15) 탭드릴 가공시, 주축회전수는 S200을 적용하고, 이 값에 나사 피치값을 곱하여 F300으로 이송속도를 설정합니다.
(16) 모따기 가공시, C1값을 적용하여 가공하도록 합니다.
(17) 선형배열가공을 적용하여, 총 2개 부품을 가공하도록 합니다. 이때, 같은 공구 공정끼리 가공되도록 정렬합니다.