마스터캠 오토캐드 캠교육 - CNC선반 2D 부품 캐드 모델링 및 NC 프로그램 캠프로그래밍 실무 실습 (축 외경 황삭 및 정삭 홈파기 나사 가공) 현장 실무 및 자격증 대비 가능
1, 캠기술 교육 문의
-. 전화 및 문자, 이메일, 댓글, 카카오톡으로 문의바랍니다.
-. 010-2696-7013
-. toyskorea@naver.com
-. 카카오톡 아이디 : toyskorea
2, 작업공정
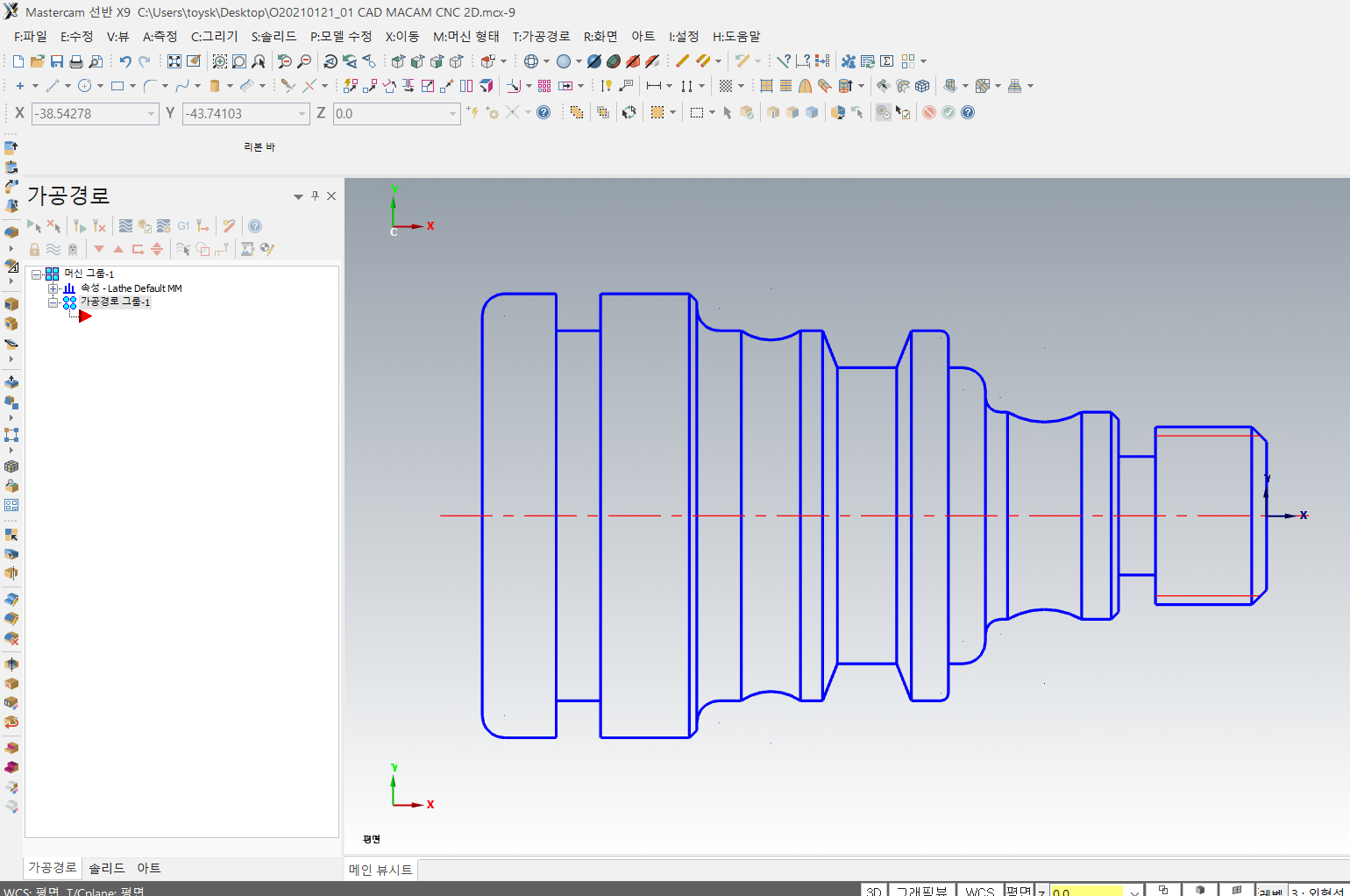
-. 캐드 : 축 외경 부분 모델링
-. 캠 : 축 외경 부분 툴패스 및 모의가공 시뮬레이션 검증
-. 캠 에디터 : NC 프로그램 확인 및 검토
3, 공구목록 및 절삭조건
-. T0101 외경황삭바이트 노즈알04 / F0.2 / S250 / S1800
-. T0303 외경정삭바이트 노즈알04 / F0.1 / S350 / S3000
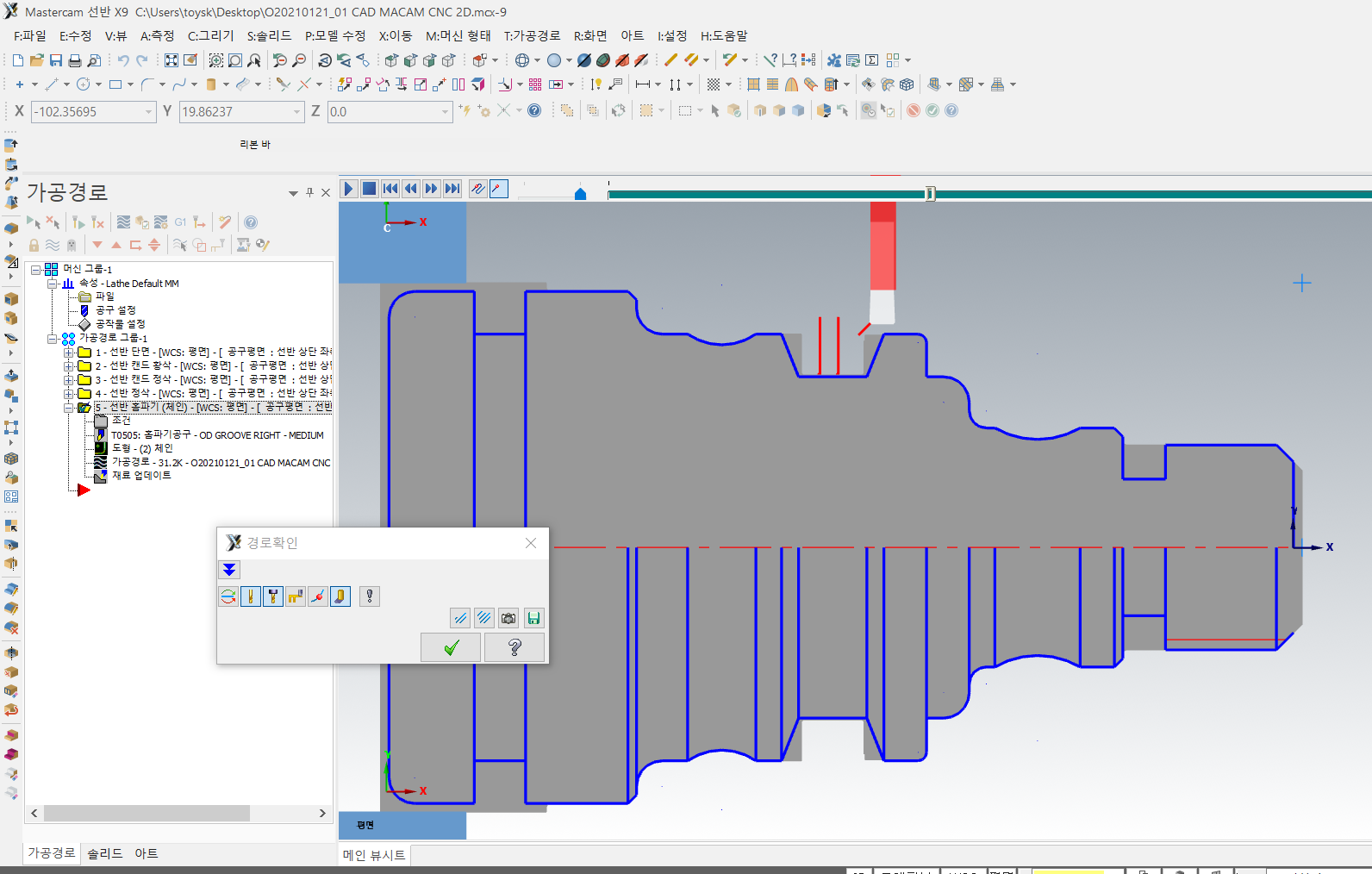
-. T0505 외경홈바이트 코너알0.2 / 폭4 / F0.05 / S500
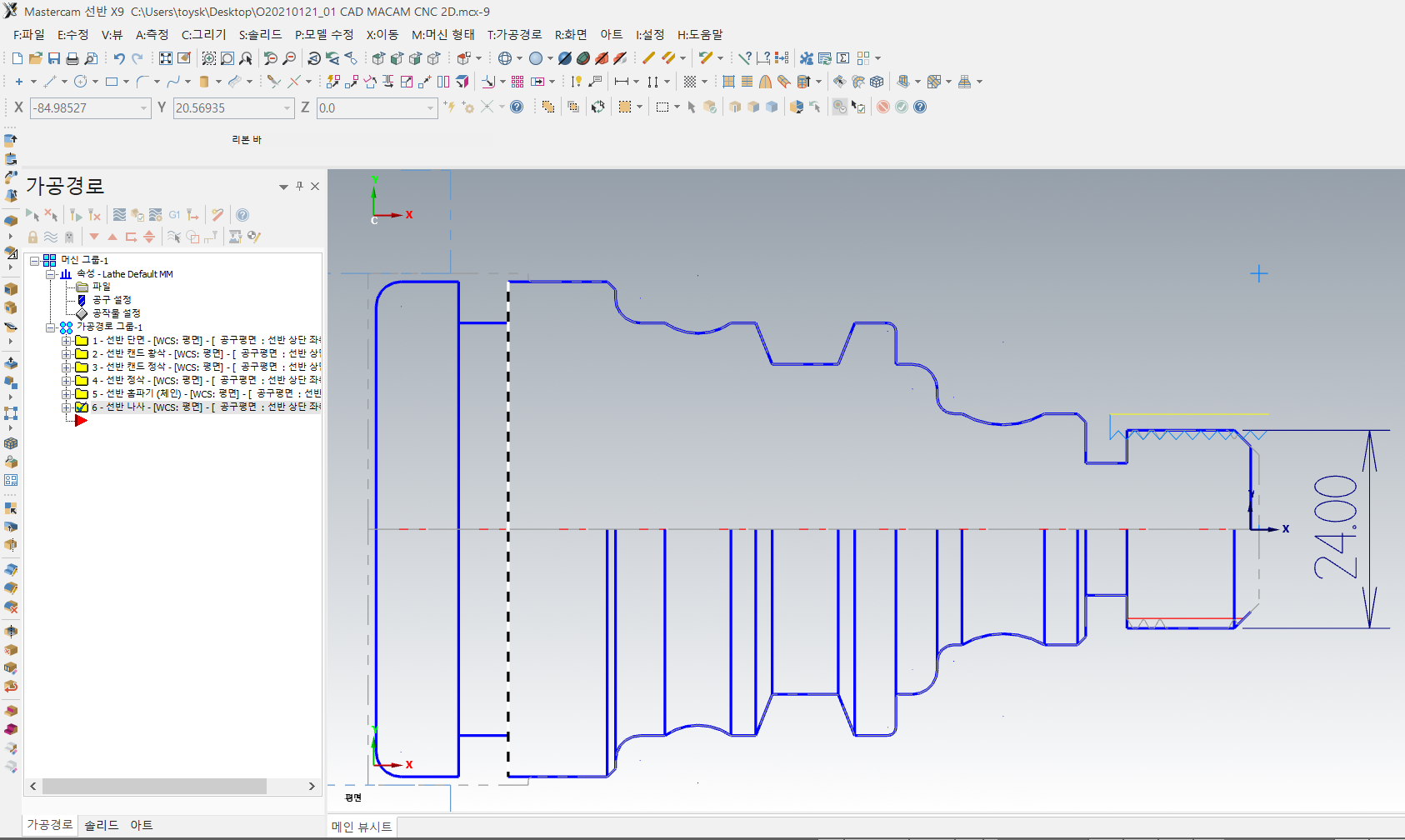
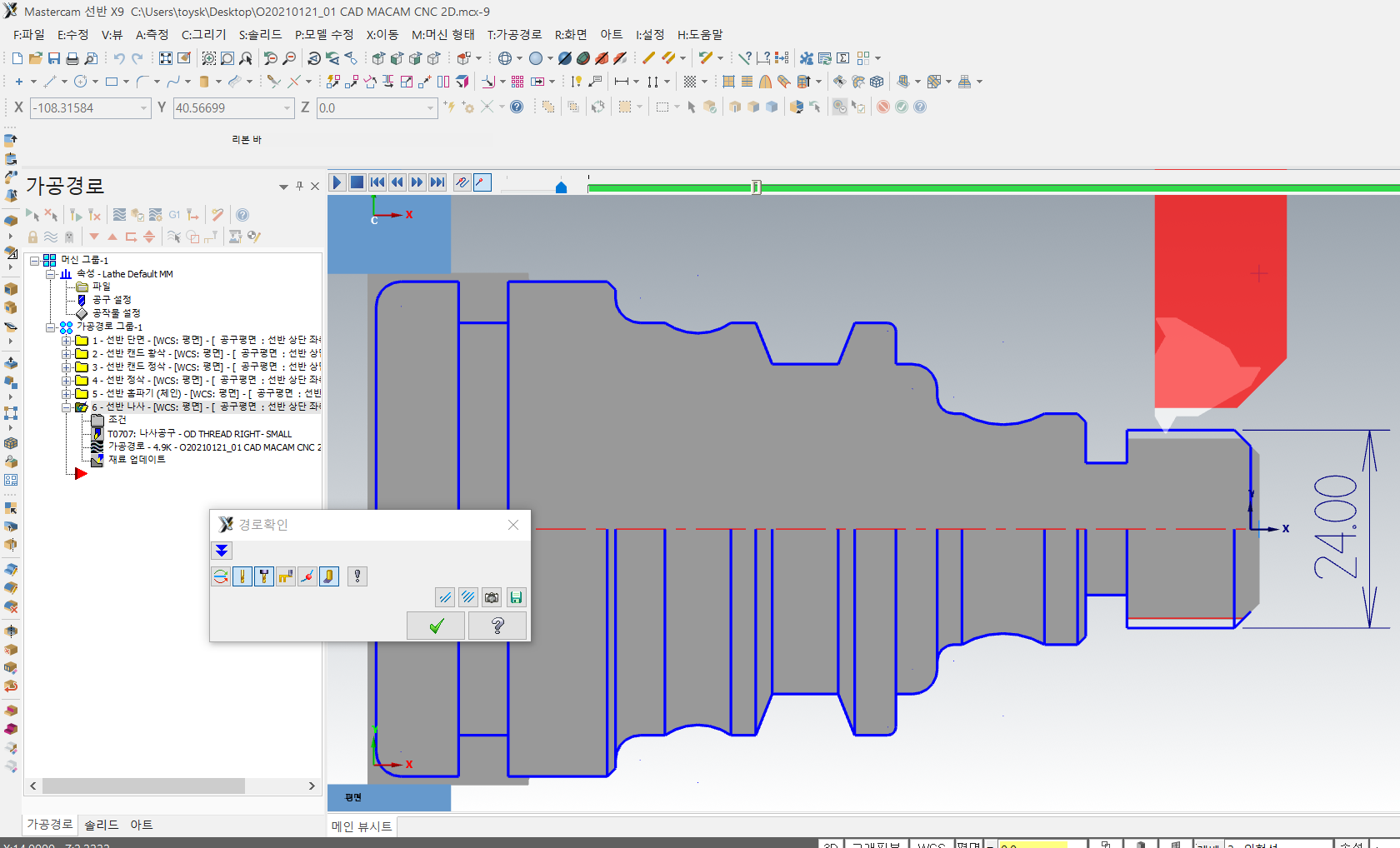
-. T0707 외경나사바이트 박스방식 / 피치2.0 / S500
4, 특이사항
-. 소재 크기 : 지름62 x 길이108 (2mm 단면가공 여유길이 포함)
-. 척 형상 적용 (모의 가공 시뮬레이션용)
-. 외경 황삭/정삭 가공시, 캔드 방식을 적용합니다. (G71/G70 각각 내외경 복합고정사이클을 사용합니다.)
-. 홈파기와 나사 가공시, G97 주축일정회전 방식으로 주축을 회전시켜 절삭저항을 일정하도록 유지합니다.
-. 나사 가공시, G92 X축 절입값을 조정하는 방식의, 박스 방식을 적용하여 NC 프로그램을 생성합니다.
[기계가공 및 기계설계 핵심이론]
밀링가공이란, 주축이 수직 또는 수평으로 놓이는것에 따른 수직밀링과 수평밀링으로 구분되며, 수로 수직밀링이 주로 사용됩니다. 주축은 동력이 전달되는 회전체 부분을 말하며, 주축에 절삭공구(커터 또는 엔드밀 등)를 장착하여 회전을 주고, 소재를 가공하는 방식입니다.
소재는, 밀링의 테이블 상부에 바이스 등에 고정되어 가공됩니다. 그래서 밀링은 선반과는 다르게 공구에 회전을 주고, 공작물에 이송(이동)을 주는 방식으로 가공합니다. 선반은 원통 공작물이 주로였다면, 밀링은 각진 공작물이 많습니다.
밀링가공에서는, 표면가공을 비롯하여 홈가공, 테이퍼가공, 드릴가공, T자/더브테일 등의 가공이 가능합니다. 원통 소재가 가공은 가능하다, 선반에서 가공하는 것이 효율적입니다.
밀링장비의 구조는, 칼럼과 니, 새들, 테이블, 주축 등으로 크게 구성됩니다.
(1) 칼럼 : 밀링의 몸체 즉 바디부분입니다. 주축의 회전과 절삭저항, 공작물의 고정 등을 견디고 받아야 하며, 진동에도 버텨야 하므로 충분한 강도를 갖는 구조여야 합니다.
(2) 니 : Knee 무릅입니다. 밀링에서는 니 는 무릅처럼 테이블과 새들을 지지하면서 안내면인 가이드 역할을 합니다.
(3) 새들 : 테이블을 받치면서, 안내하는 역할을 합니다.
(4) 테이블 : 공작물이 설치되거나 바이스가 올라가는 역할을 합니다.
(5) 주축 : 밀링 공구 등이 장착되고 실제 절삭가공에 회전을 전달하는 부분입니다.
밀링장비의 규격을 살펴보자면, 현장에서는 주로 사용되는 용어중에, "멍텅구리"와 "정식 밀링" 으루 구분됩니다. 용어가 다소 그렇지만, 멍텅구리 밀링은 단순한 밀링으로 주축 헤드부분이 기능이 제한된 장비이고, 정식 밀링은 밀링의 다양한 작업이 가능한 기능이 있는 장비를 말합니다.
규격은, 1호기에서 5호기까지 구분하는데, 현장에서는 스트로크가 짧은 Y축의 길이로 구분합니다.
1호기 - Y축 스트로크 200mm
2호기 - Y축 스트로크 250mm
3호기 - Y축 스트로크 300mm
4호기 - Y축 스트로크 350mm
5호기 - Y축 스트로크 400mm
이렇게 Y축을 기준으로하는 이유는, 앞뒤로 나오는 Y축이 커지면 장비크기도 함께 커지기 때문입니다.