UG NX 머시닝센터 MCT 2D 3D CAM 캠 디자인 모델링 드래프팅 도면작업 및 기계가공 NC 프로그램 프로그래밍 실무 실습 (표면 드릴 윤곽 포켓 관통 탭드릴 모따기) 공정 - 컴퓨터응용밀링기능사 및 컴퓨터응용가공산업기사, 기계가공기능장 그리고 전산응용기계제도기능사 3D프린터운용기능사 기계설계산업기사 기계설계기사 일반기계기사 자격증 대비 가능
1, 작업공정
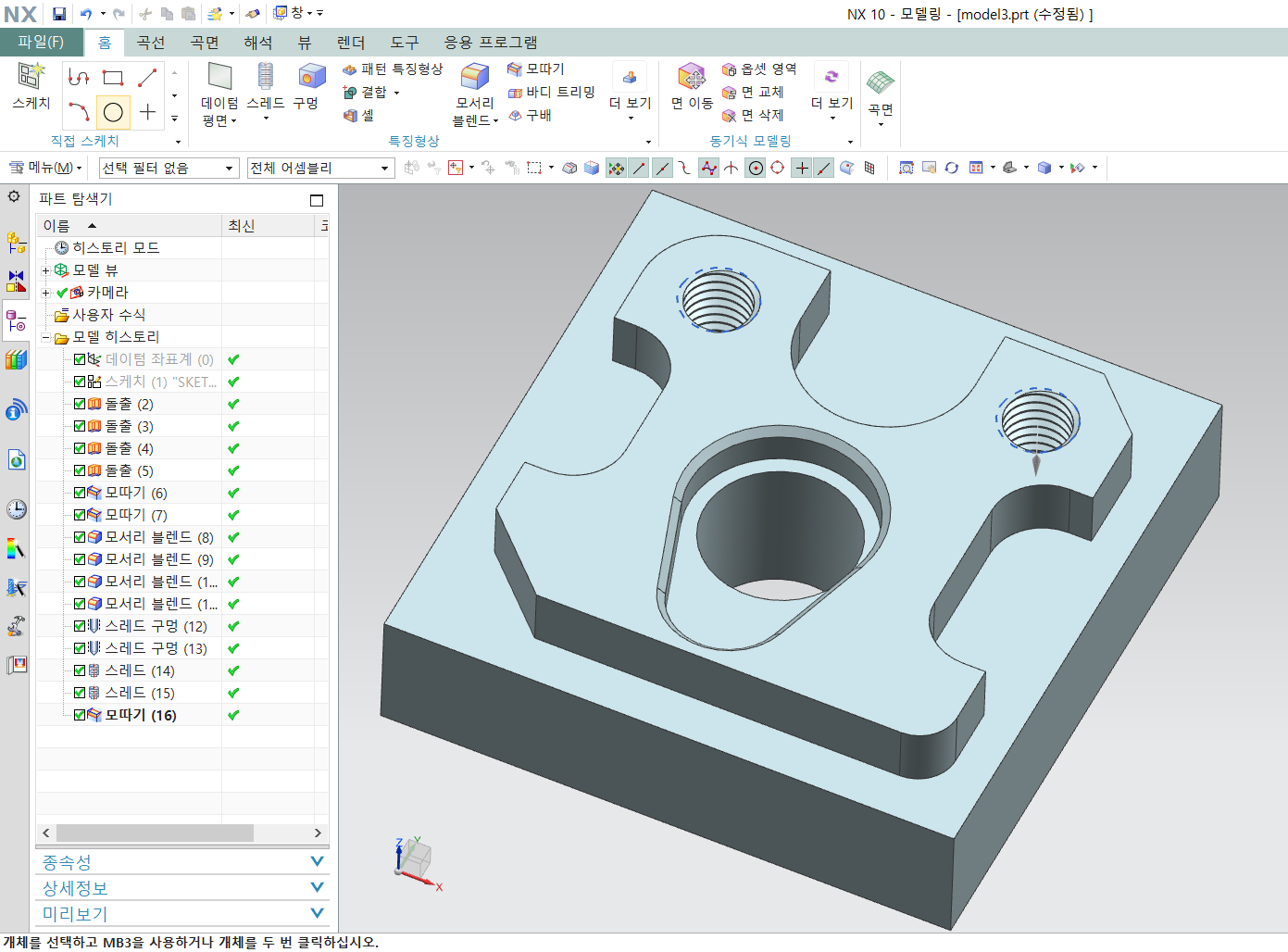
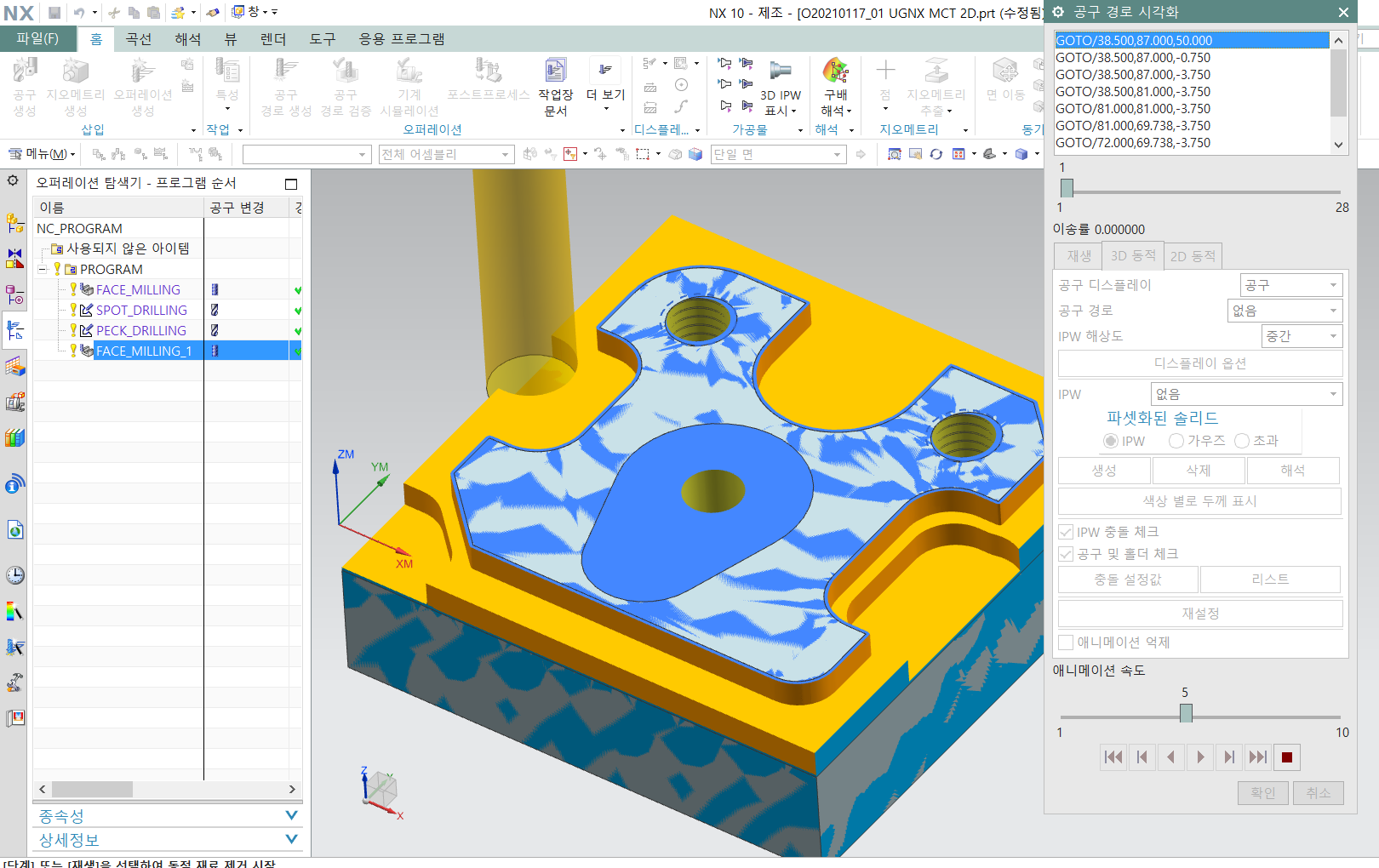
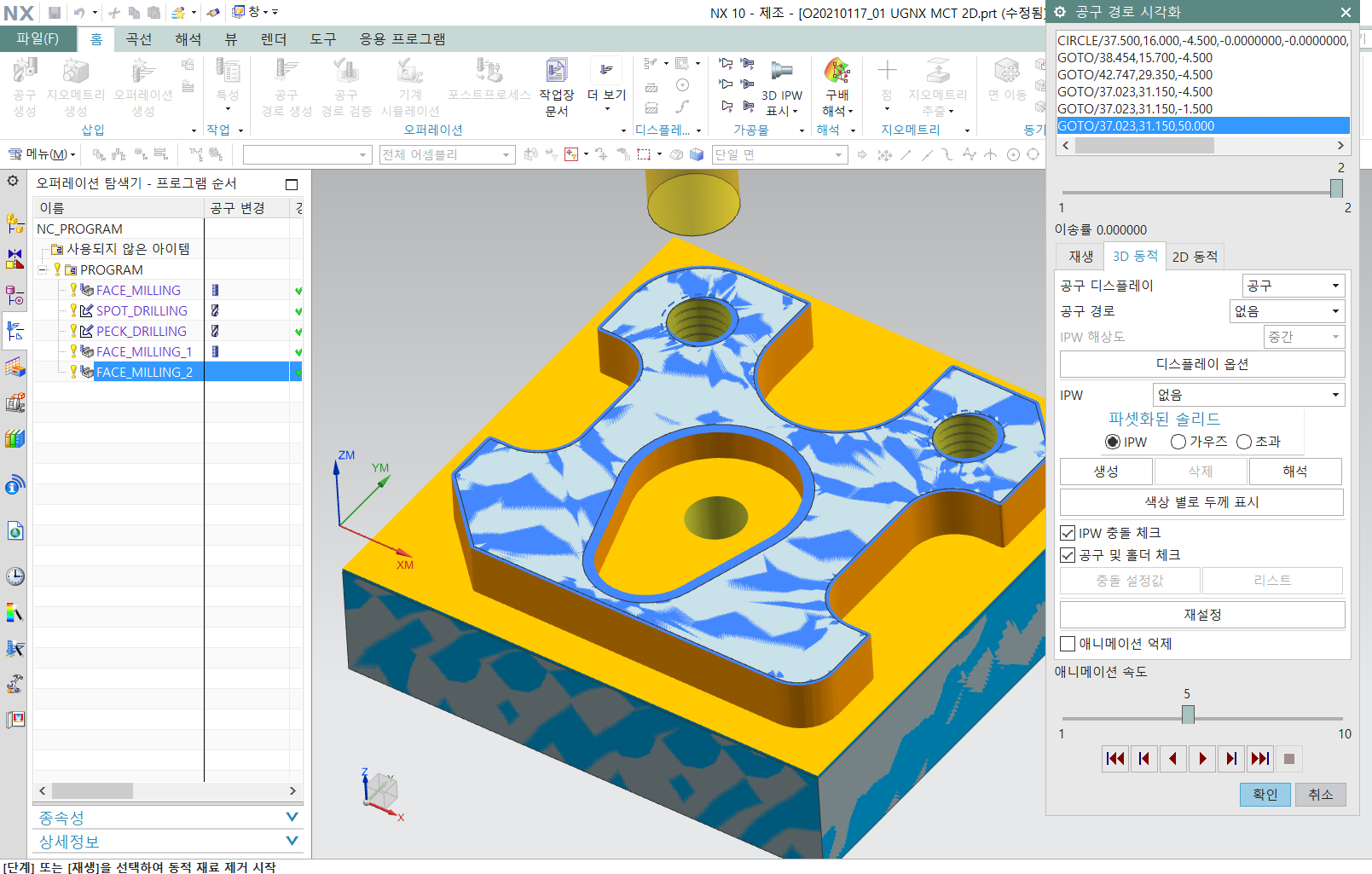
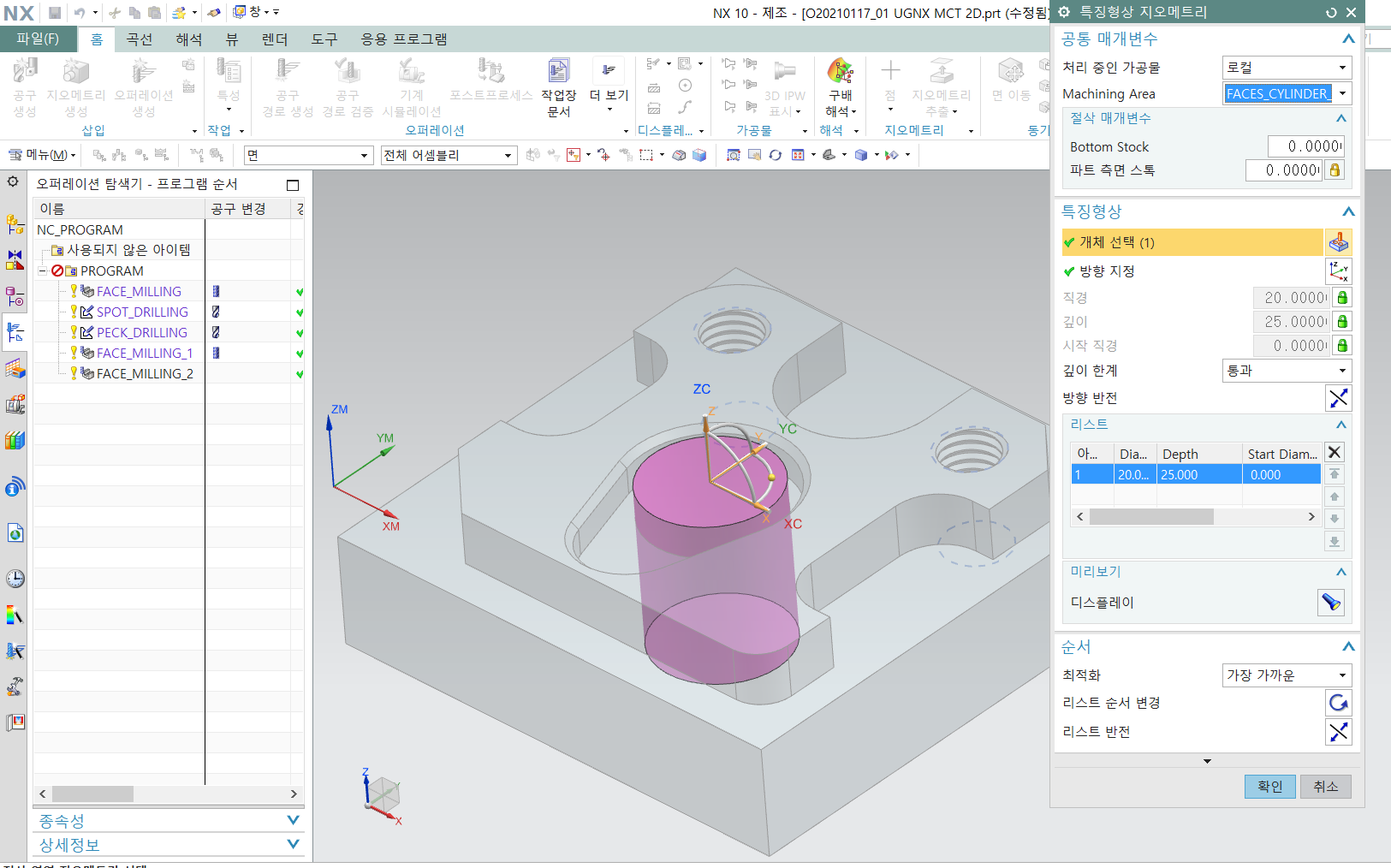
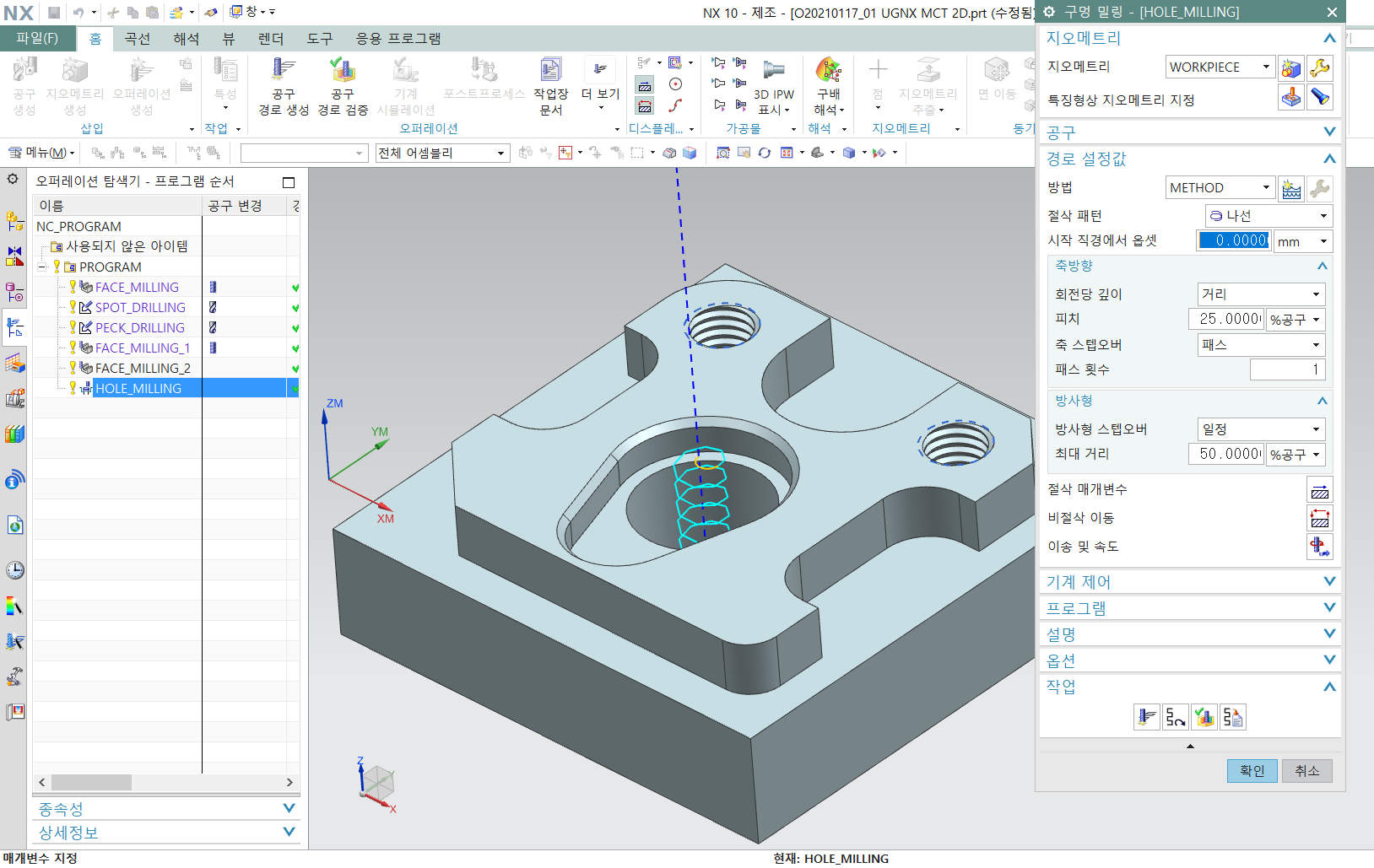
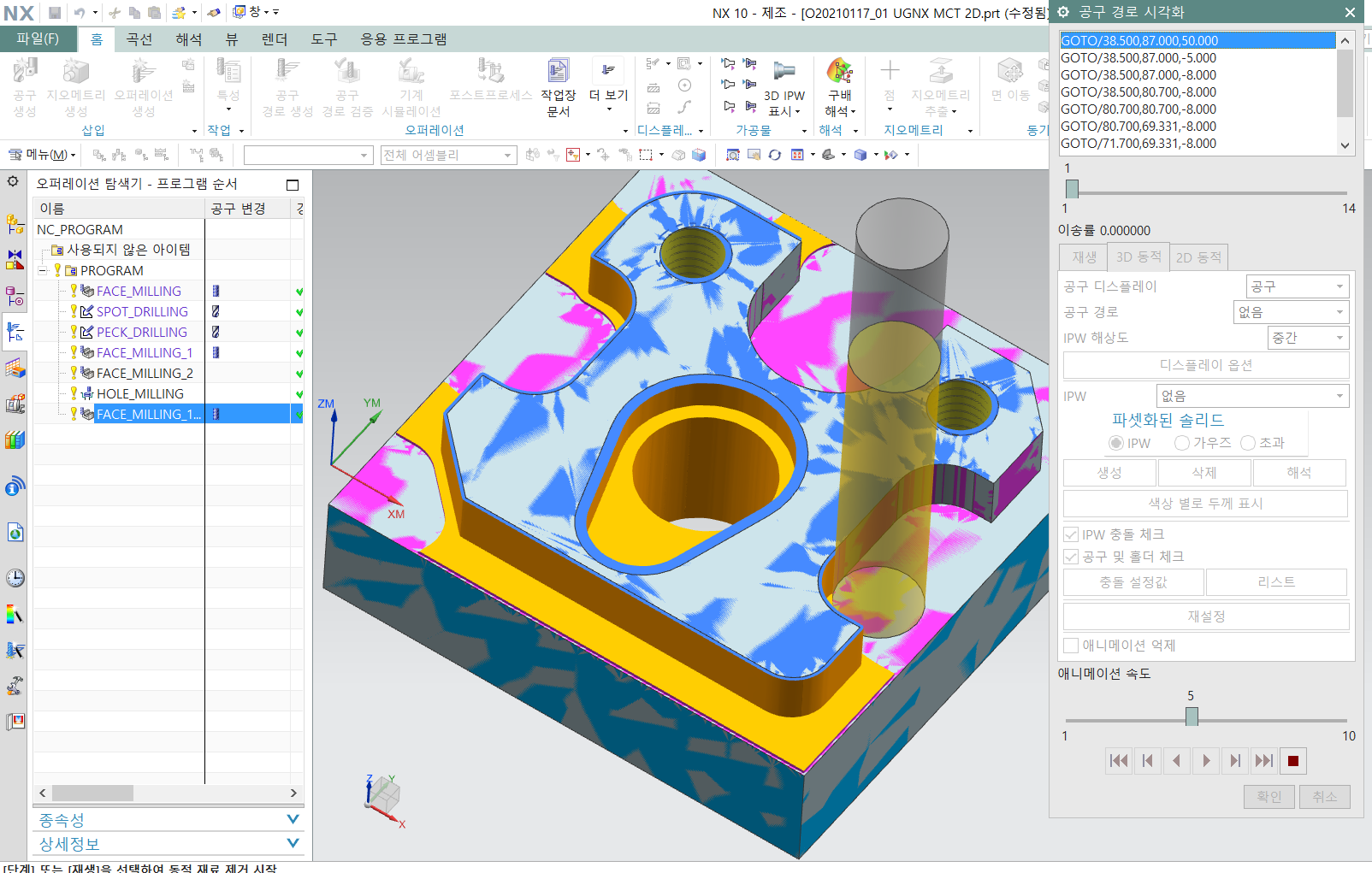
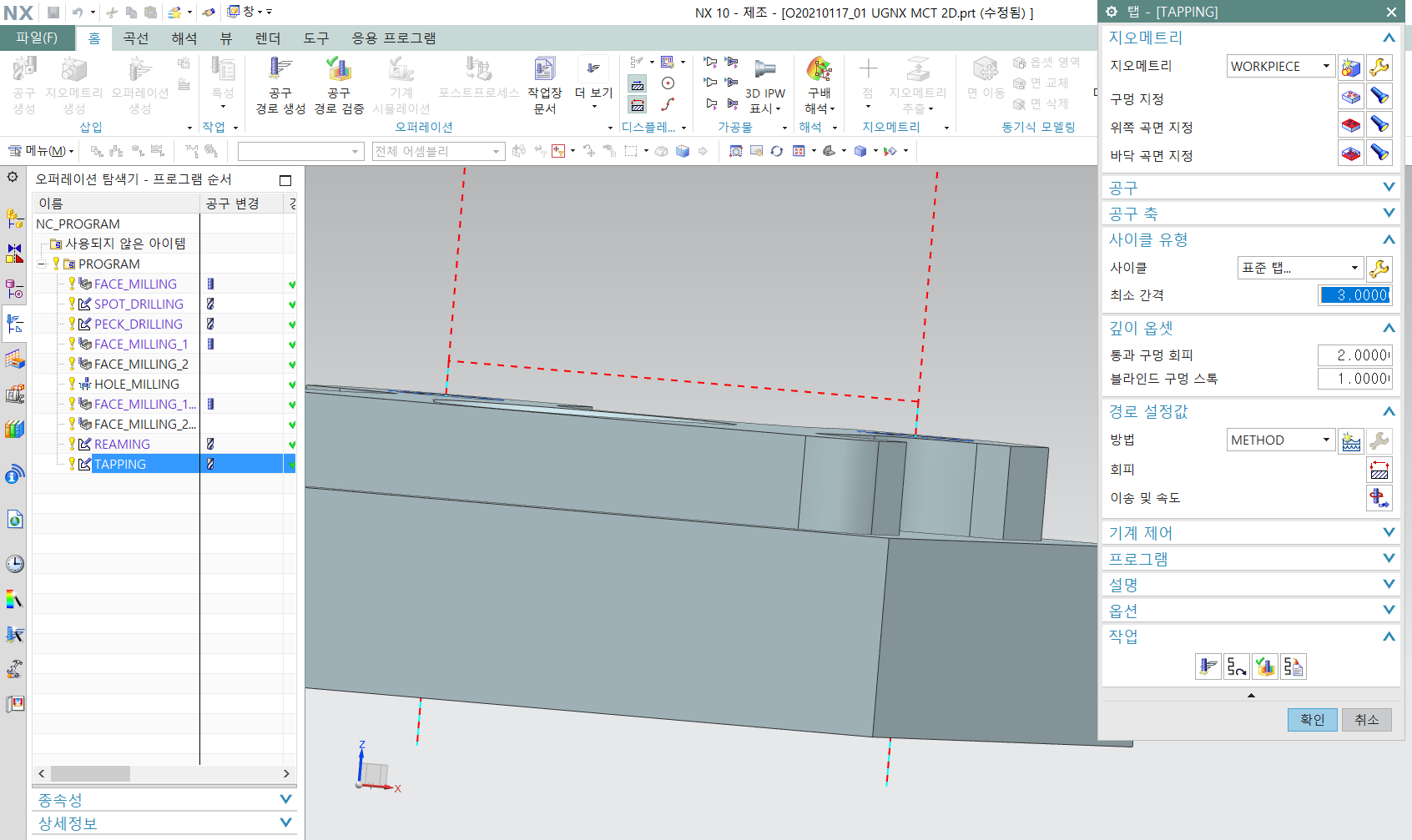
표면 가공 후, 탭 암나사 스포트 및 기초 구멍 가공, 윤곽 황삭 가공, 포켓 황삭 가공, 포켓 관통 황삭 가공, 윤곽 정삭 가공, 포켓 정삭 가공, 포켓 관통 정삭 리머 가공, 탭 암나사 가공, 모따기 가공 순서로 작업공정을 진행합니다.
2, 공구목록 및 절삭조건
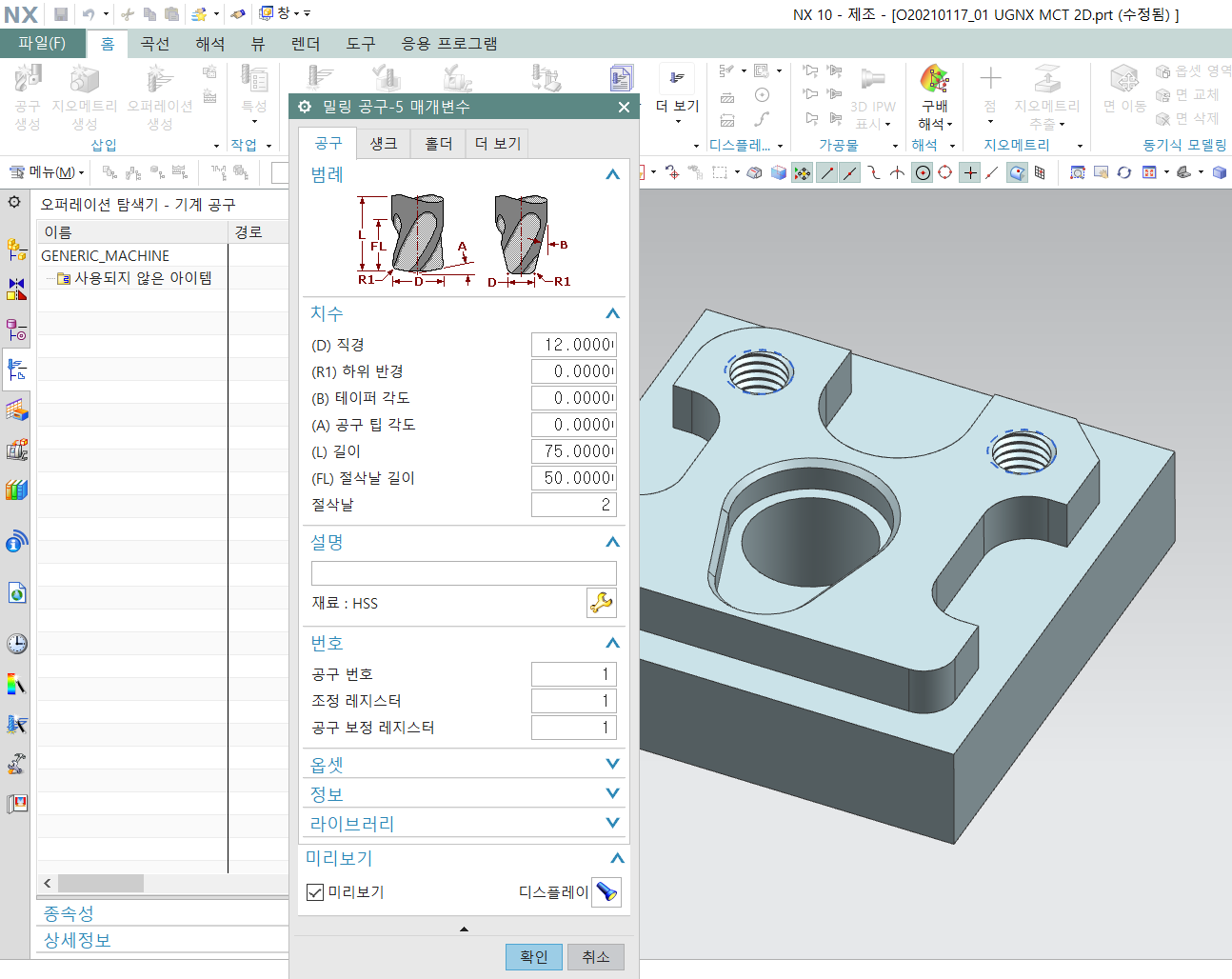
T01 평엔드밀 12파이 2날 이송속도100 주축회전수1000
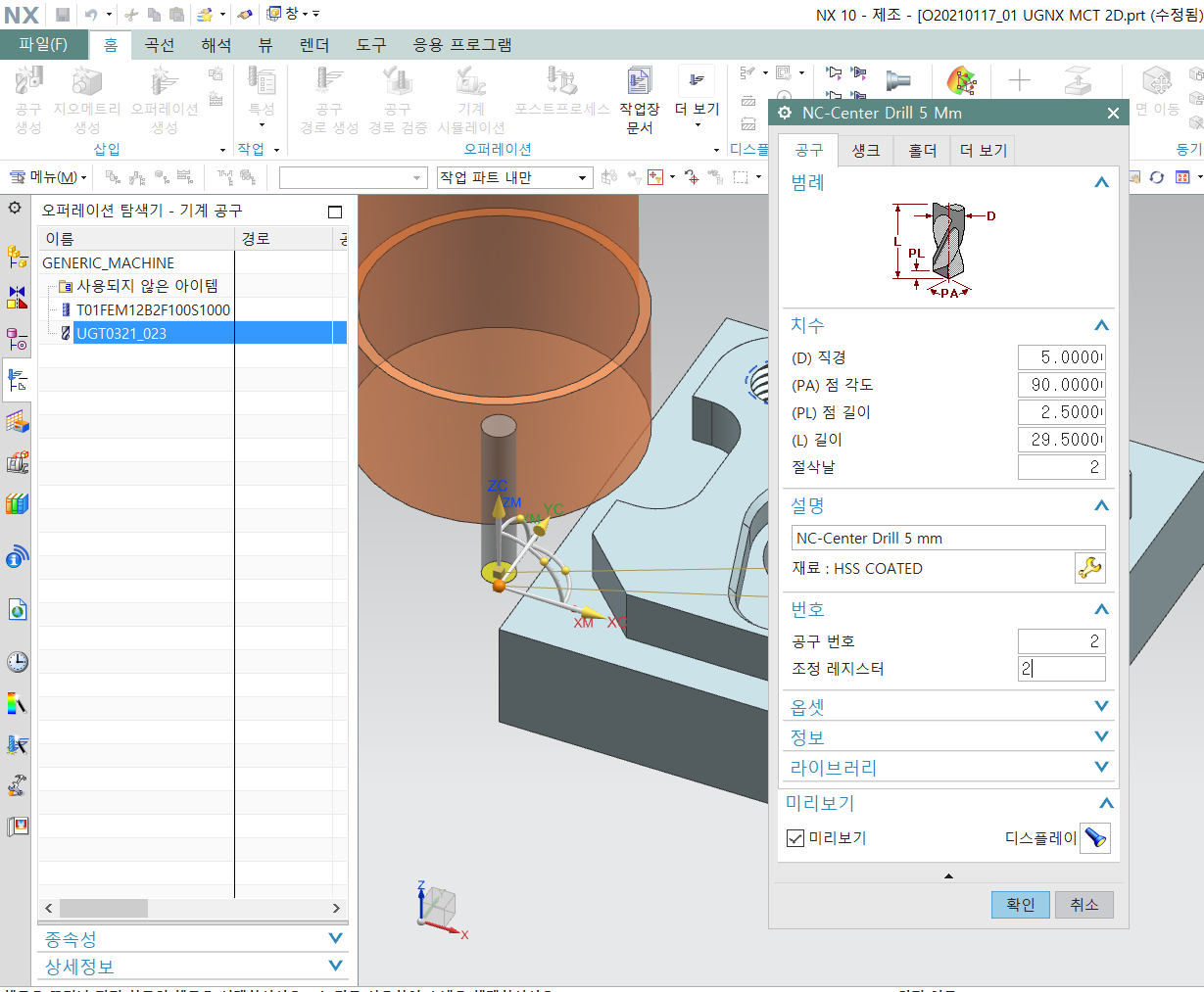
T02 센터드릴 4파이 이송속도100 주축회전수1000
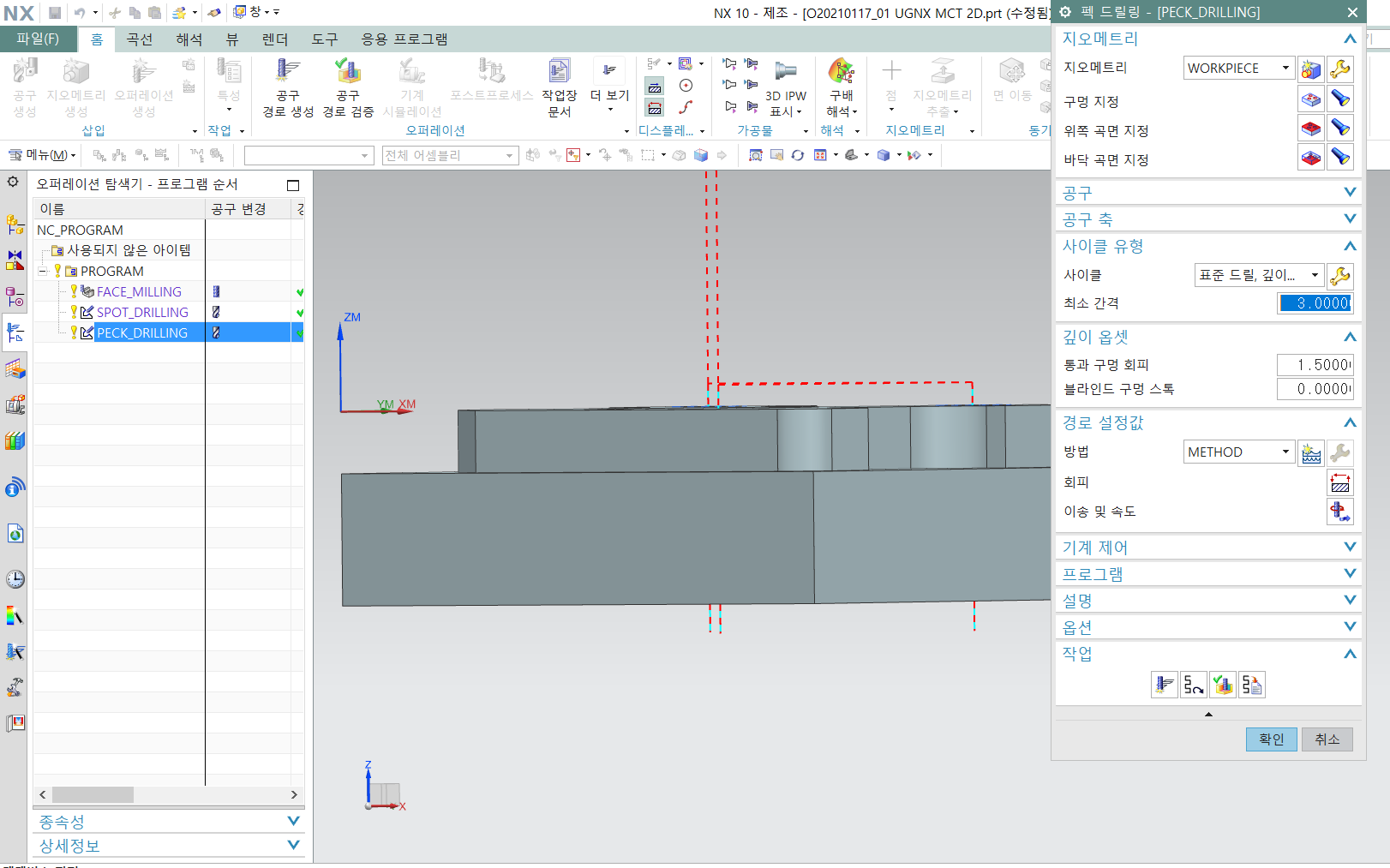
T03 드릴 8.3파이 이송속도90 주축회전수900
T04 TAP M10x1.5 이송속도300 주축회전수200
T05 평엔드밀 12파이 4날 이송속도 80 주축회전수 1400
T06 페이스밀 100파이 6날 이송속도70 주축회전수700
T07 리머 20파이 H7 이송속도 150 주축회전수200
T08 NC드릴(모따기) 6파이 이송속도 80 주축회전수1400
3, 특이사항
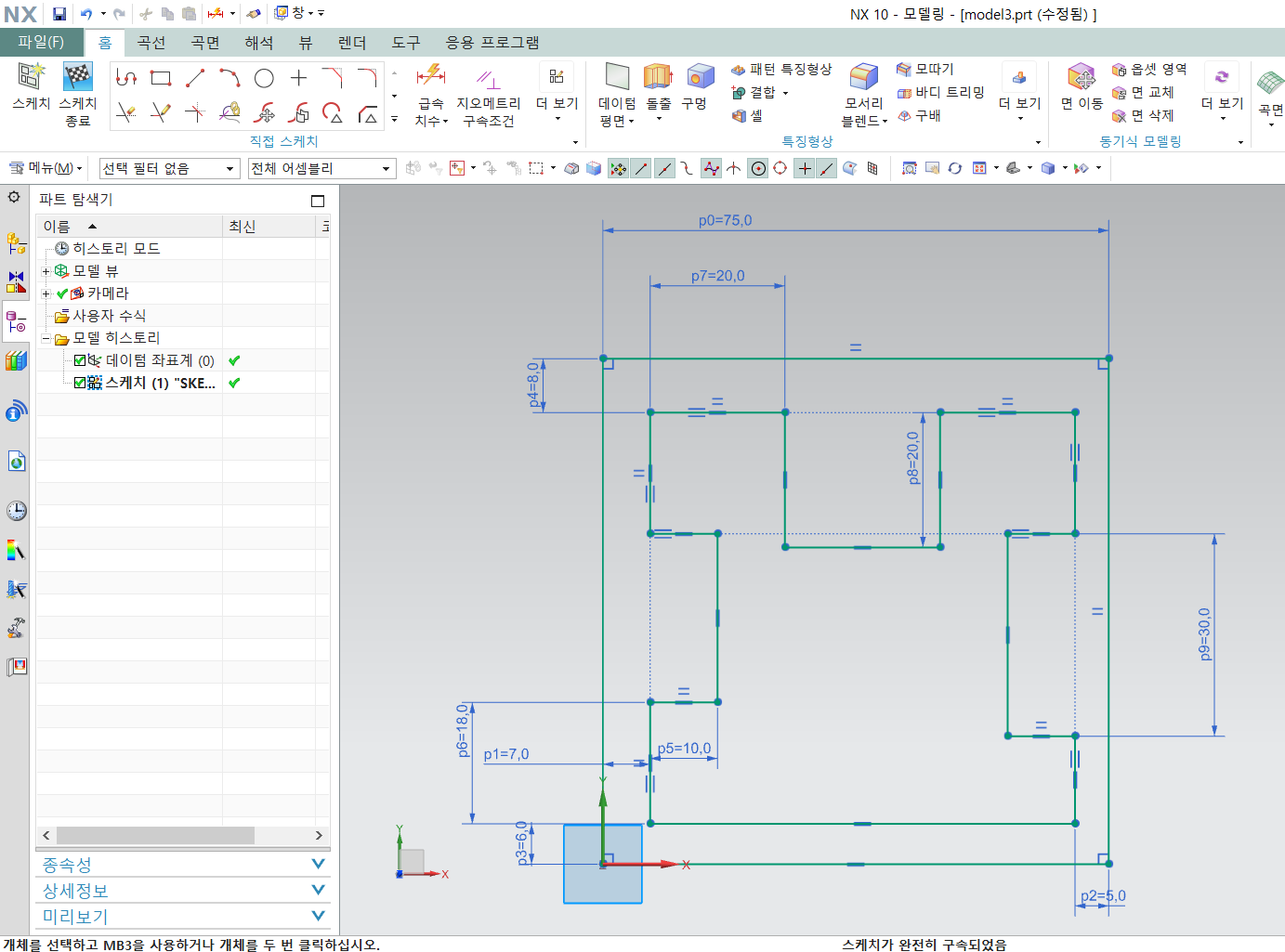
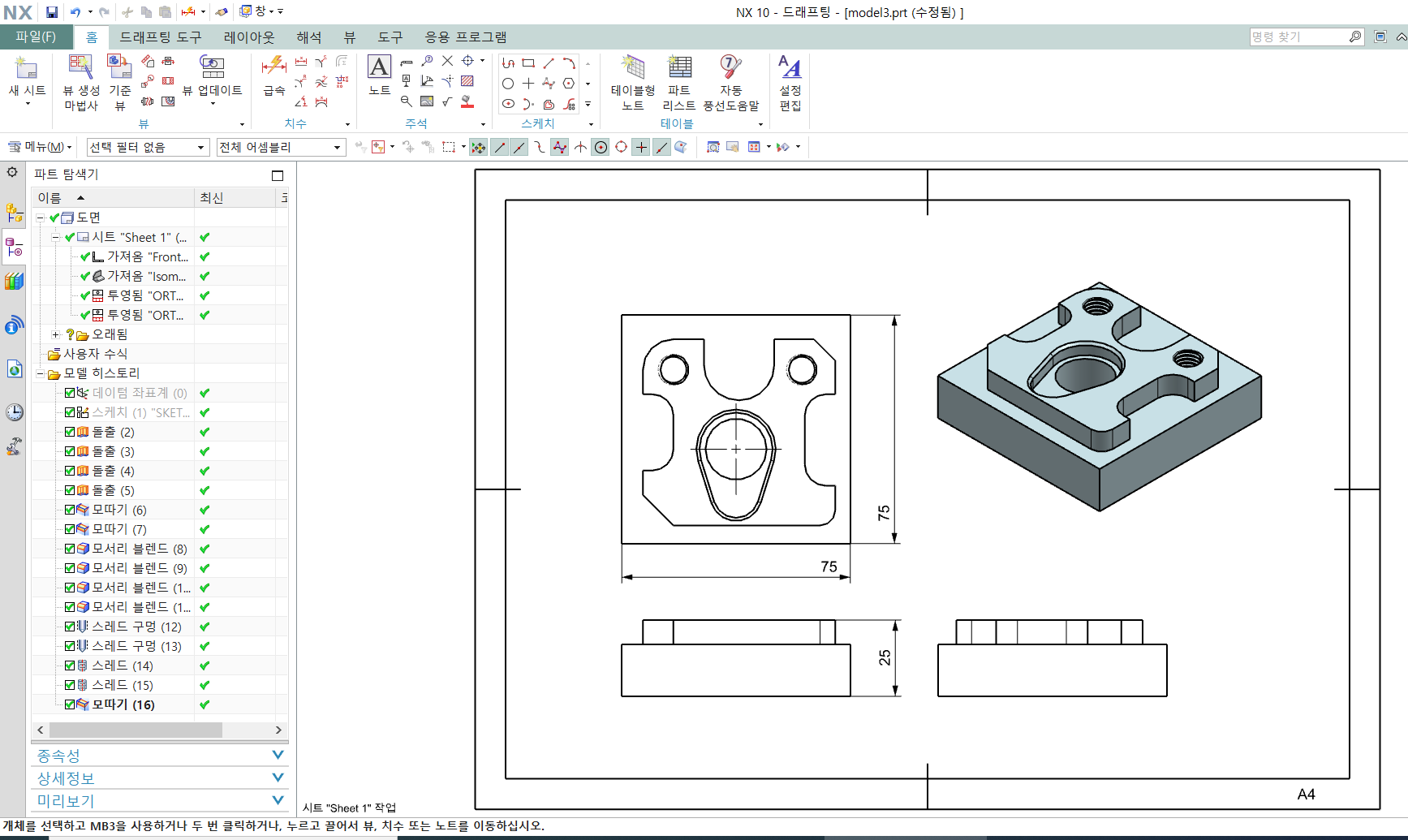
소재 사이즈 : 75 x 75 x 26t (표면 가공 여유 1t 포함)
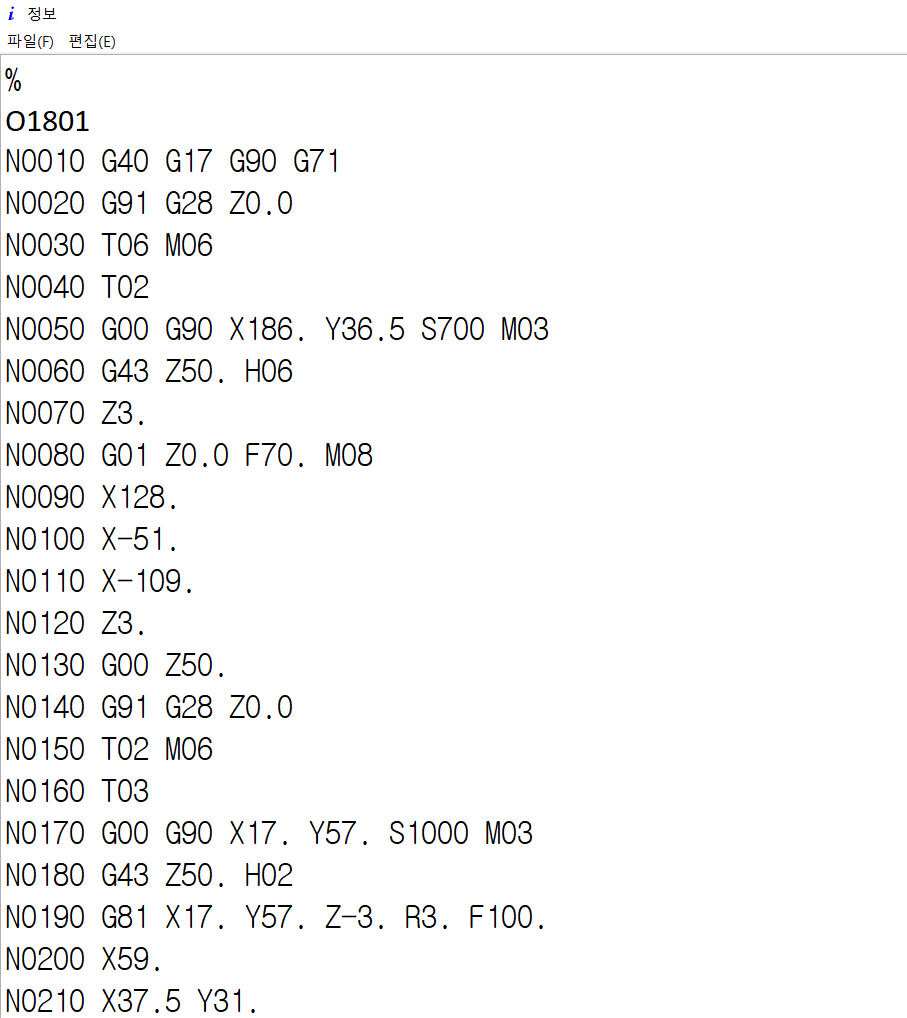
센터드릴 G81, 드릴 G83, 탭드릴 G84, 리머 G85, 각각 드릴 고정사이클을 사용합니다.
윤곽과 포켓, 포켓 관통 가공시, 정삭여유는 0.5mm씩 남깁니다.
탭드릴 이송속도는 탭의 피치값에 주축회전수를 곱하여 계산합니다. 여기서는, 1.5피치 x 200주축회전수 = 300 이송속도 입니다.
NC드릴 90도를 사용하여 모따기 가공 후, 부품을 완성합니다.
[기계가공 및 기계설계 핵심이론]
공구의 인서트 (팁, Tip)이 파손된다?
절삭공구는 소재와 공구의 마찰이나 화학적 반응의 관계로 가공이 발생하는 관계를 갖습니다. 따라서, 공구는 소재보다 경도면에서 뛰어나야 합니다. (당연히, 공구를 오래 쓸수록, 현장에서 말하는 공구값을 절감할 수 있게됩니다.)
예전에, 어떤 업체 관계를 만나서 들은 바로는, 한달에 공구값만 500만원 나간다는 말씀을 듯었는데, 1년이면 6천만원이고... 엄첨난겁니다.
소재의 완성도와 정밀도 등의 영향을 주는 1순위가 공구라서, 한달에 고정적으로 지출되는 비용중에 가장 큰 비용에 해당합니다.
따라서, 공구의 파손에 관한 몇가지를 살표봅니다.
1, 크레이터 마모
절삭 가공시, 칩이 인서트 (팁)의 상부 경사면을 터치를 반복하면서 경사면을 오목하게 파들어가는 마모 현상을 크레이터 마모라고 합니다. 지극히 정상적인 유동형 칩이 발생하는 것이 정삭 절삭영역인데 이것도 반복되다 보면, 인서트가 상부 경사면이 움푹패여 인서트의 경도를 떨어뜨리기도 합니다. 결국 파손까지도 이어집니다.
절삭공구의 윗면 경사각을 크게하여 칩이 누루는 압력을 감소시키는 방법과 소재의 화의 마찰을 줄이는 것 즉, 절입량을 줄이는 것으로 마모를 감소시키는 방법 그리고 윤활유를 적절히 주입하는 것이 표면거칠기를 잡으면서도 공구 파손을 방지합니다.
2, 플랭크 마모
인서트 팁과 소재가 맞닫는 부분이 평행하고 마모되어, 결국 절삭력을 떨어뜨립니다. 쉽게 말해서 절삭가공시 공구가 절입되어사 가공하는데 공구가 잘 안나가는 현상을 말하며, 저항이 커지므로 장비에 부하가 걸리게 됩니다. 장비에서 확인되는 부하(저항)은 전류를 통해서 확인할 수 있습니다.
3, 치핑
인서트 팁의 끝이 파손되는, 탈락하는 형상을 말합니다. 가공 후 소재의 표면이나 치수를 확인하는 동안 발견할 수 있습니다. 파손된 인서트가 소재를 가공하면 표면을 볼것도 없이 거칠고, 치수는 불량이 나가됩니다.
상기 크레이터와 플랭크 마모의 경우는, 공구를 사용중에 서서히 나타나는 반면, 치핑의 경우 순간적인 충격의 힘으로 인해 발생하기 때문에, 가공시 공구가 천천히 진입과 천천히 복귀하는 것이, 이런 충격을 방지할 수 있습니다.
# 버 (Burr) - 마모나 파손이 아닌, 자연스러운 가공 이후의 끝단면에서 발생하는 부분으로 모따기나 사상 등의 방법으로 "버"를 제거해야 합니다.
도면에서는 대체로, "도시되고 지시없는 모따기나 일반 모따기를 적용하는 이유는 기계가공부분이기 때문입니다.)