[올바른 길이 가장 빠른 지름길] 오토캐드 마스터캠 기계가공 밀링 머시닝센터 캠 모델링 및 NC 툴패스 프로그래밍 실무 실습 (평엔드밀 센터드릴 드릴 탭드릴 페이스밀 리머 챔퍼밀)
1, 지름길 오토캐드 마스터캠 실무 기술교육 문의
-. 문자 또는 전화, 댓글, 쪽지, 이메일, 카카오톡으로 문의 바랍니다.
-. toyskorea@naver.com
-. 카카오톡 아이디 : toyskorea
-. 010-2696-7013
2, 지름길 캐드캠 작업순서
(1) 기계가공을 위한 밀링 머시닝센터용 오토캐드 부품 모델링
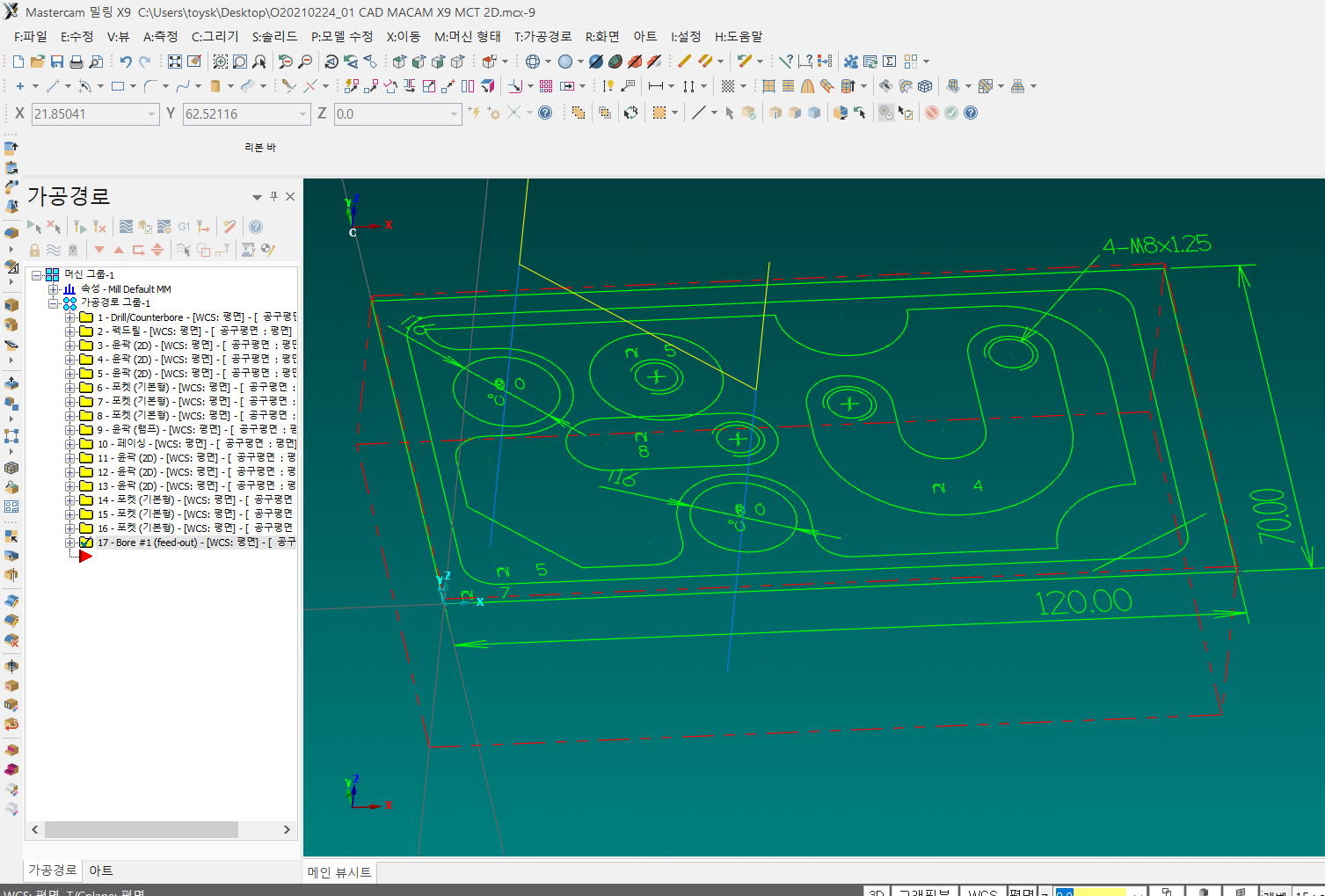
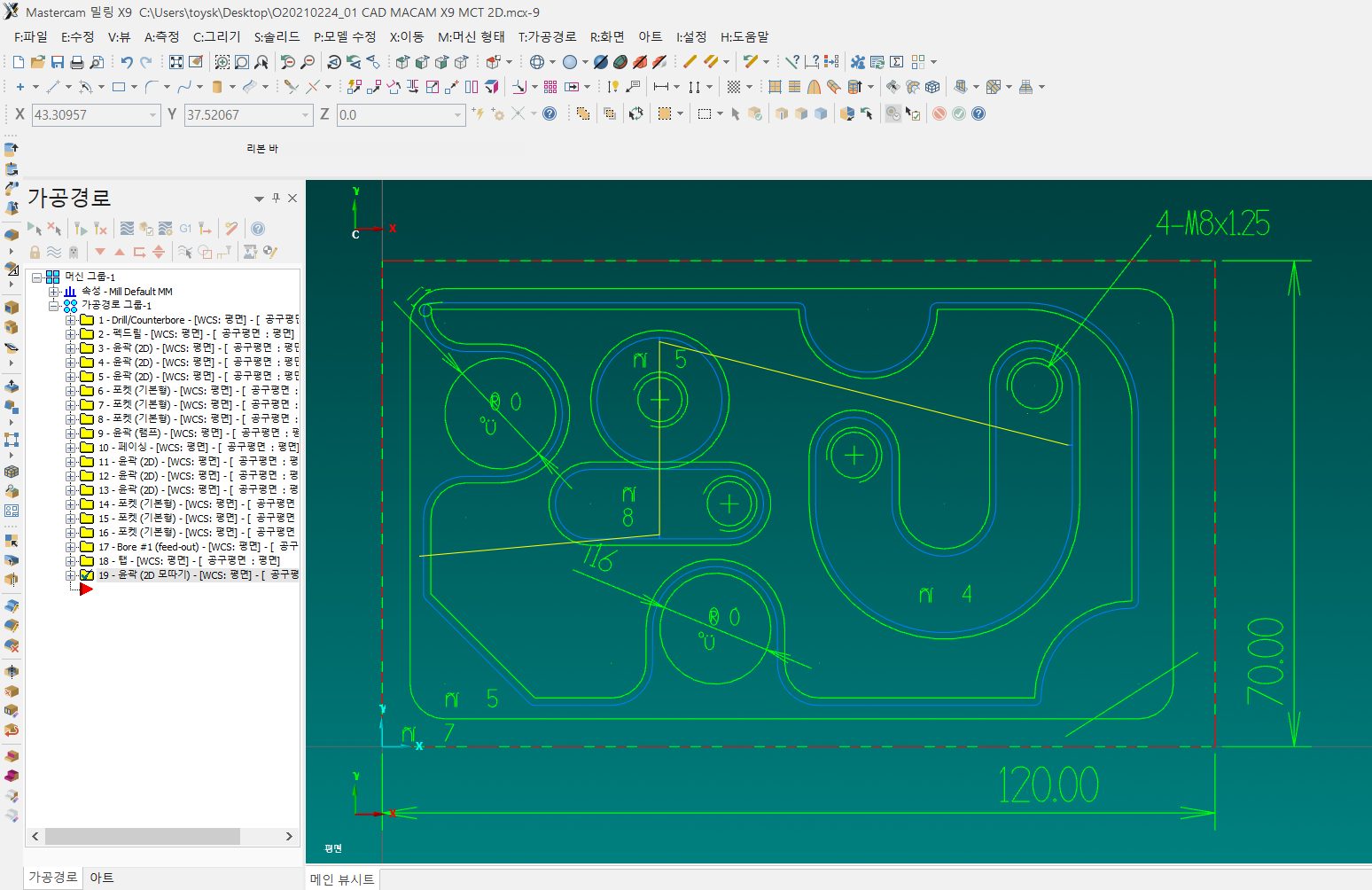
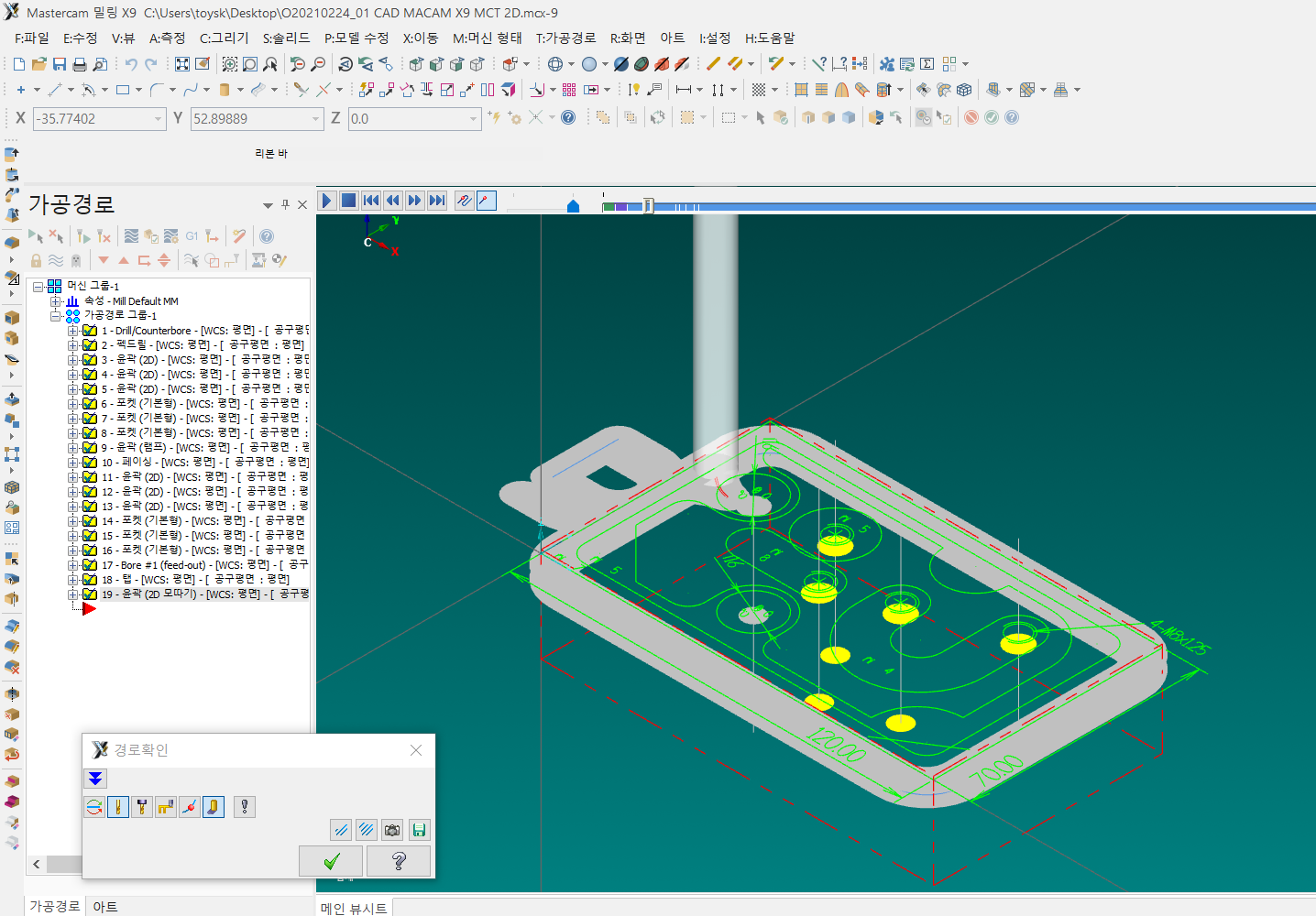
(2) 마스터캠 NC 캠 툴패스 생성 및 가공경로 확인, 모의가공 시뮬레이션 검증 작업
(3) NC 프로그램 확인 및 수정, 편집 후, 작업 완료
3, 작업공정
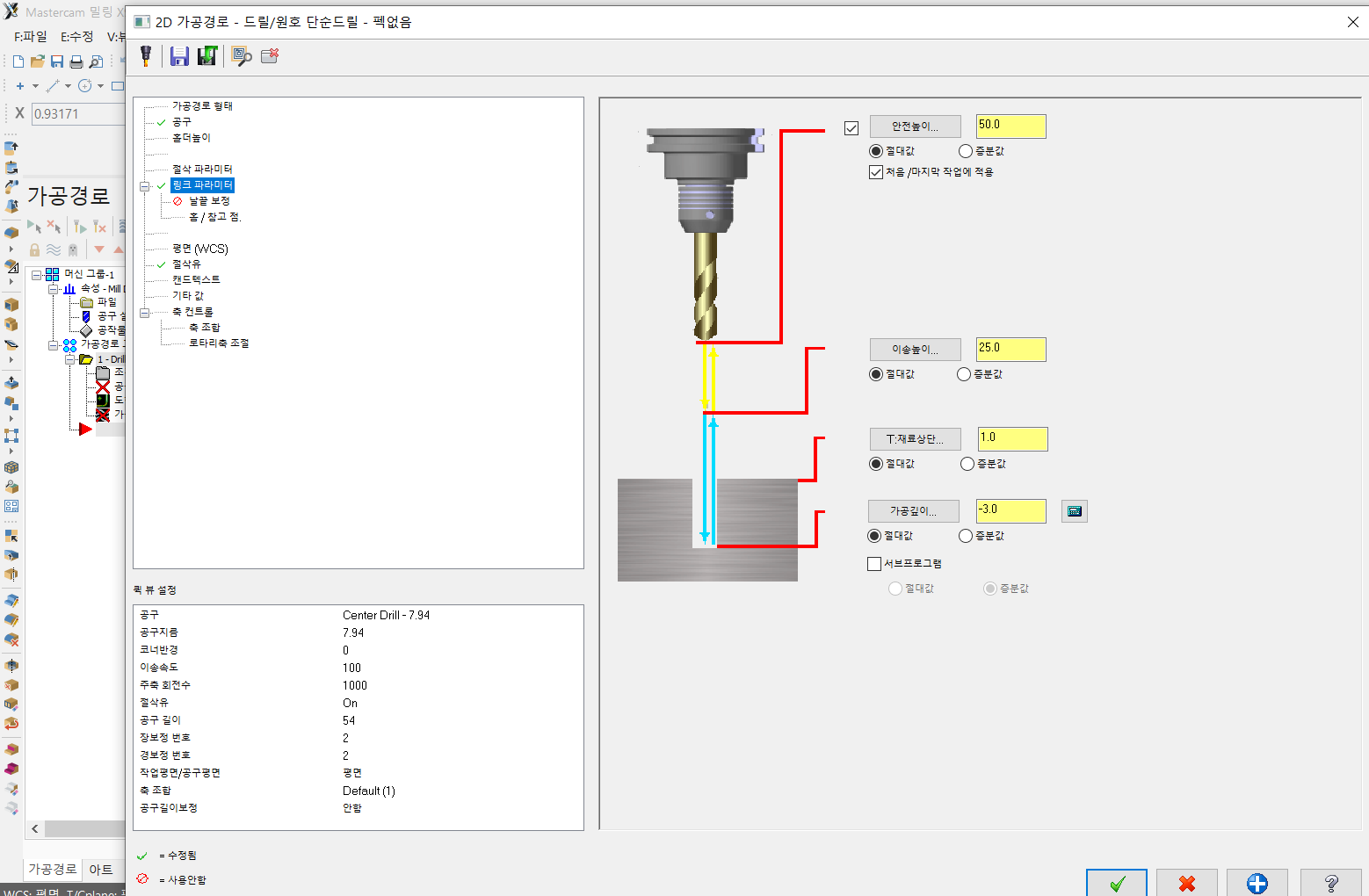
(1) 센터드릴 - 기초 구멍 펀칭 가공
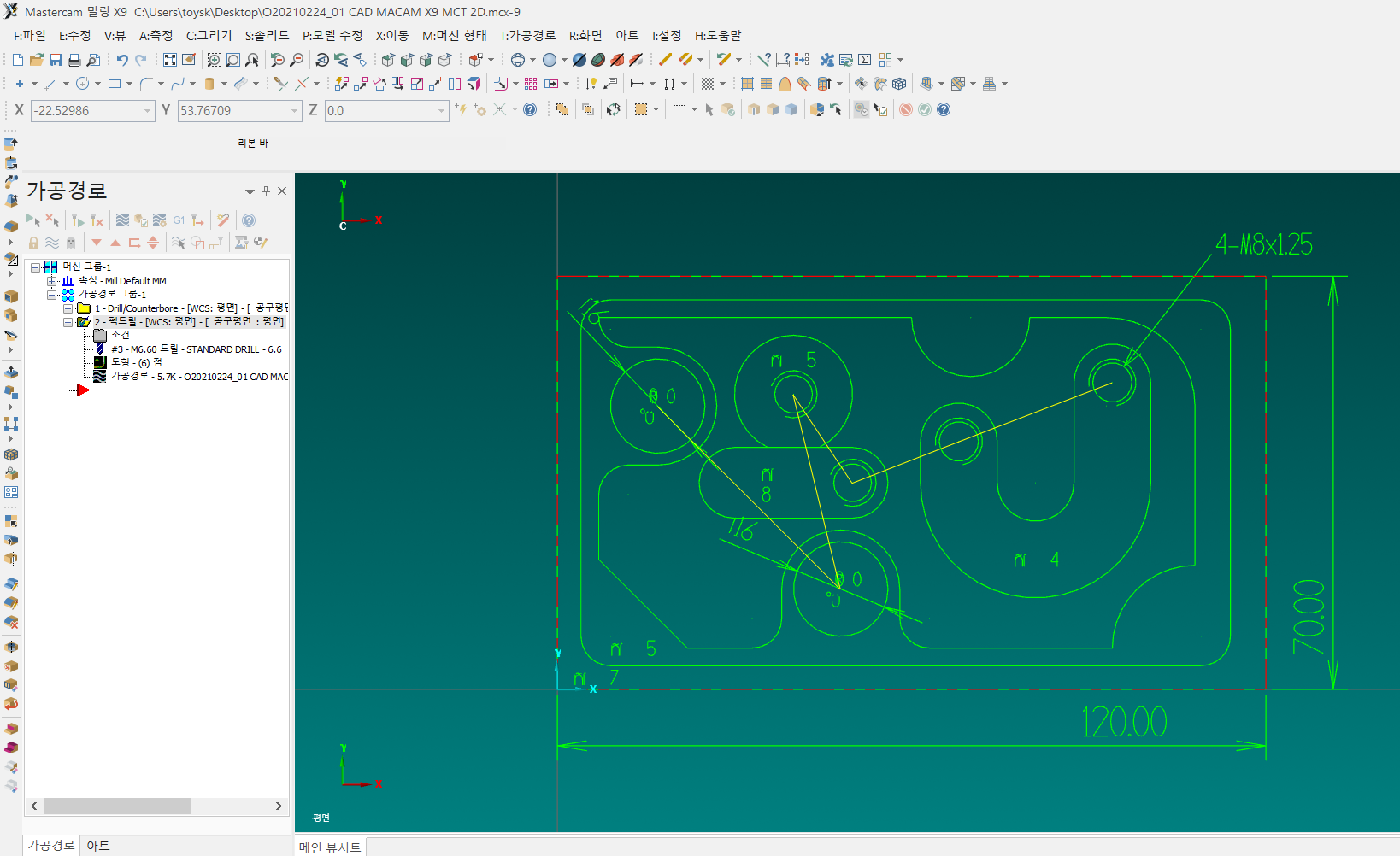
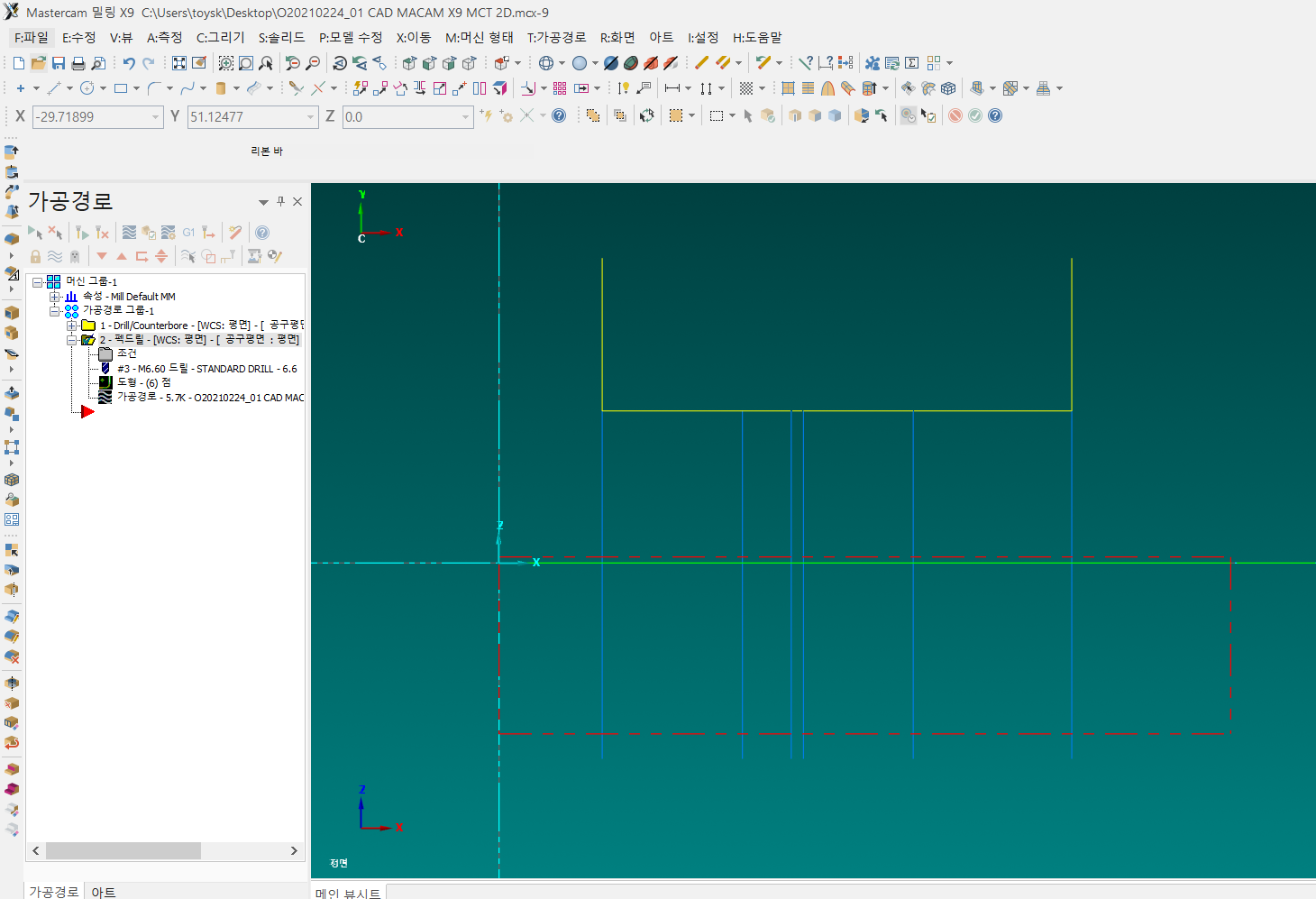
(2) 드릴 - 관통 리머 구멍 및 탭구멍 기초 가공
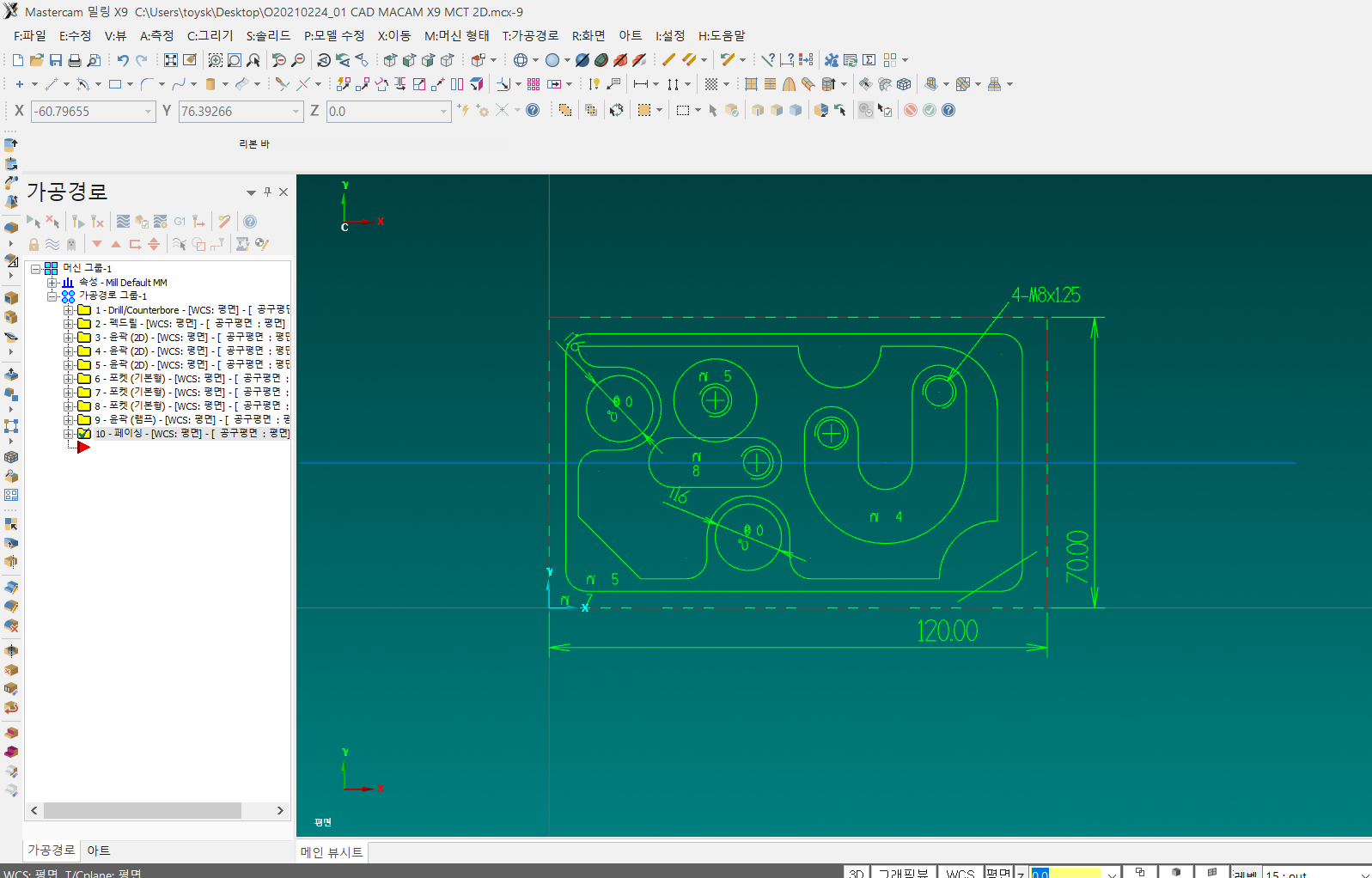
(3) 윤곽 및 포켓 - 황삭 가공 (미절삭 부분 없도록 가공)
(4) 리머 - 황삭 관통 가공
(5) 표면 - 소재 상단 표면 가공 (정삭 가공)
(6) 윤곽 및 포켓 - 정삭 가공 (절삭깊이 분할 없도록 가공, 이미 황삭에서 가공된 상황 임)
(7) 리머 - 정삭 관통 가공
(8) 탭드릴 - 암나사 가공
(9) 모따기 - 챔퍼밀 가공
4, 공구목록 및 절삭조건
(1) T01 평엔드밀10파이2날, 이송속도100, 주축회전수1000 (황삭용)
(2) T02 센터드릴4파이, 이송속도100, 주축회전수1000
(3) T03 드릴6.6파이, 이송속도90, 주축회전수900
(4) T04 탭드릴M10x1.25피치, 이송속도250, 주축회전수200
(5) T05 평엔드밀10파이4날, 이송속도80, 주축회전수1600 (정삭용)
(6) T06 페이스밀100파이6날, 이송속도70, 주축회전수700
(7) T07 리머16파이2날, 이송속도150, 주축회전수200
(8) T08 챔퍼밀6파이2날, 이송속도80, 주축회전수1600
5, 특이사항
-. 소재 크기 : 120 x 70 x 29t (소재 상면 표면 가공용 1t 포함)
-. 센터드릴 G81, 드릴 G83, 탭드릴 G84, 리머 G85 각각 드릴링 고정사이클을 사용합니다.
-. 황삭 및 포켓 가공시, 정삭 여유 : 측벽 및 바닥 모두 0.3mm (리머 관통 구멍은, 측벽만 0.3mm 정삭 여유 임)
-. 탭드릴 주축회전수는 S200을 기준이며, 이송속도는 피치 1.25를 곱하여, F250으로 설정합니다.
-. 포켓 황삭과 정삭 가공시, 공구 진입의 가공저항을 고려하여 구멍의 중심으로 공구를 진입시키도록 합니다.