머시닝센터 MCT 공구 공작물 셋팅 및 드릴 윤곽 포켓 기계가공 실무 실습 (컴퓨터응용밀링기능사 컴퓨터응용가공산업기사 기계가공기능장 자격증 실기시험 대비 가능) 기술교육
공작물 좌표계와 사용 공구를 셋팅합니다.
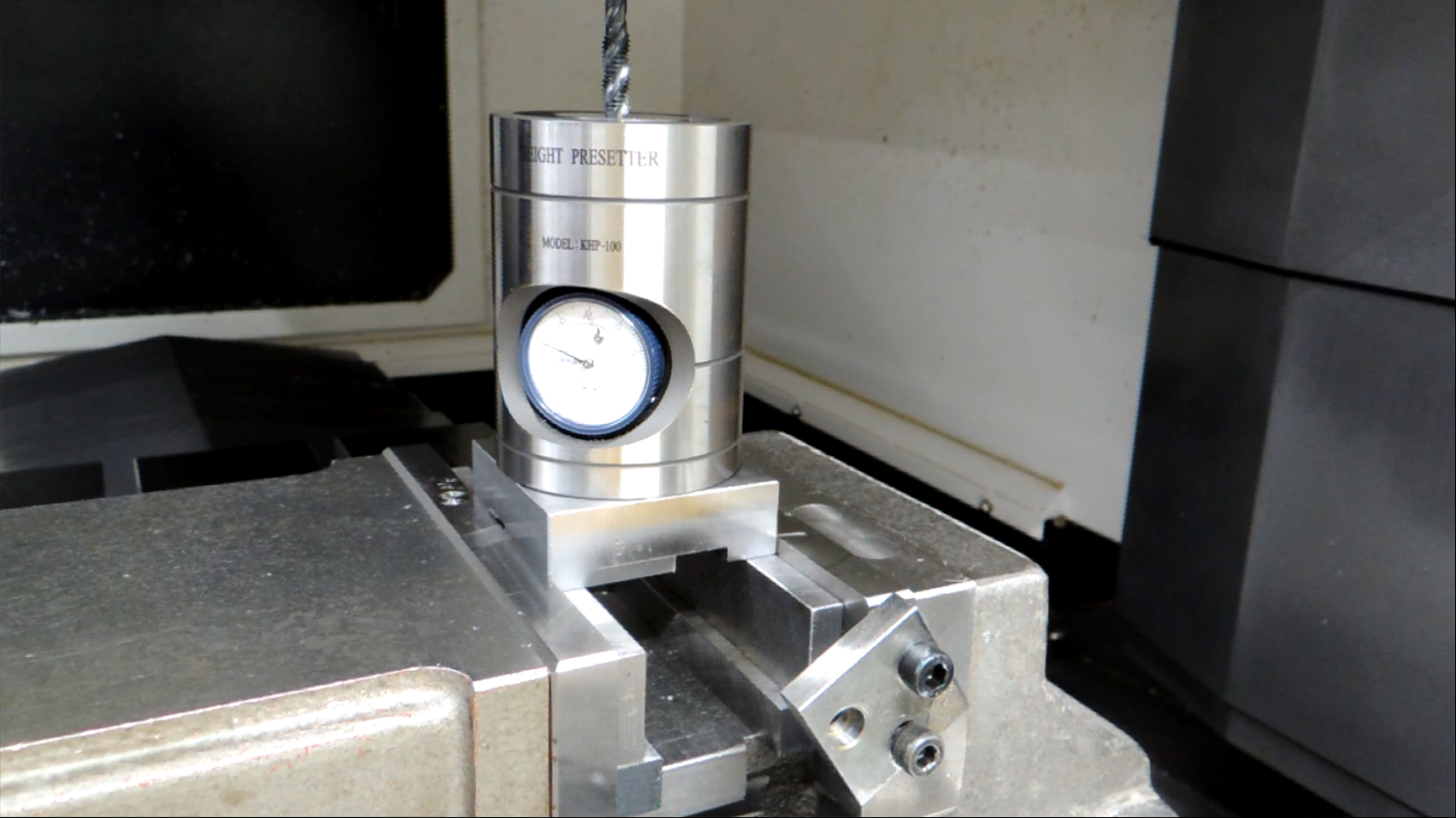
공작물 좌표계의 X, Y는 10파이 아큐센터로 셋팅하고, Z는 하이트프리세터로 셋팅합니다.
기준공구는 정삭공구로 셋팅하여, 그 기준공구 보다 길고 짧음에 대한 보정값을 찾아 공구별 H001부터 해당 하는 공구별 길이 보정값을 측정하고 입력합니다.
이렇게 보정을 해야 하는 이유는, 기준공구와 같은 길이에서 그 변화값을 넣어, 언제나 기준공구의 높이에 오도록하기 위함입니다.
공구 셋팅을 잘해야만, 정밀 치수를 맞출 수 있습니다.
가공공정은, 다음과 같습니다.
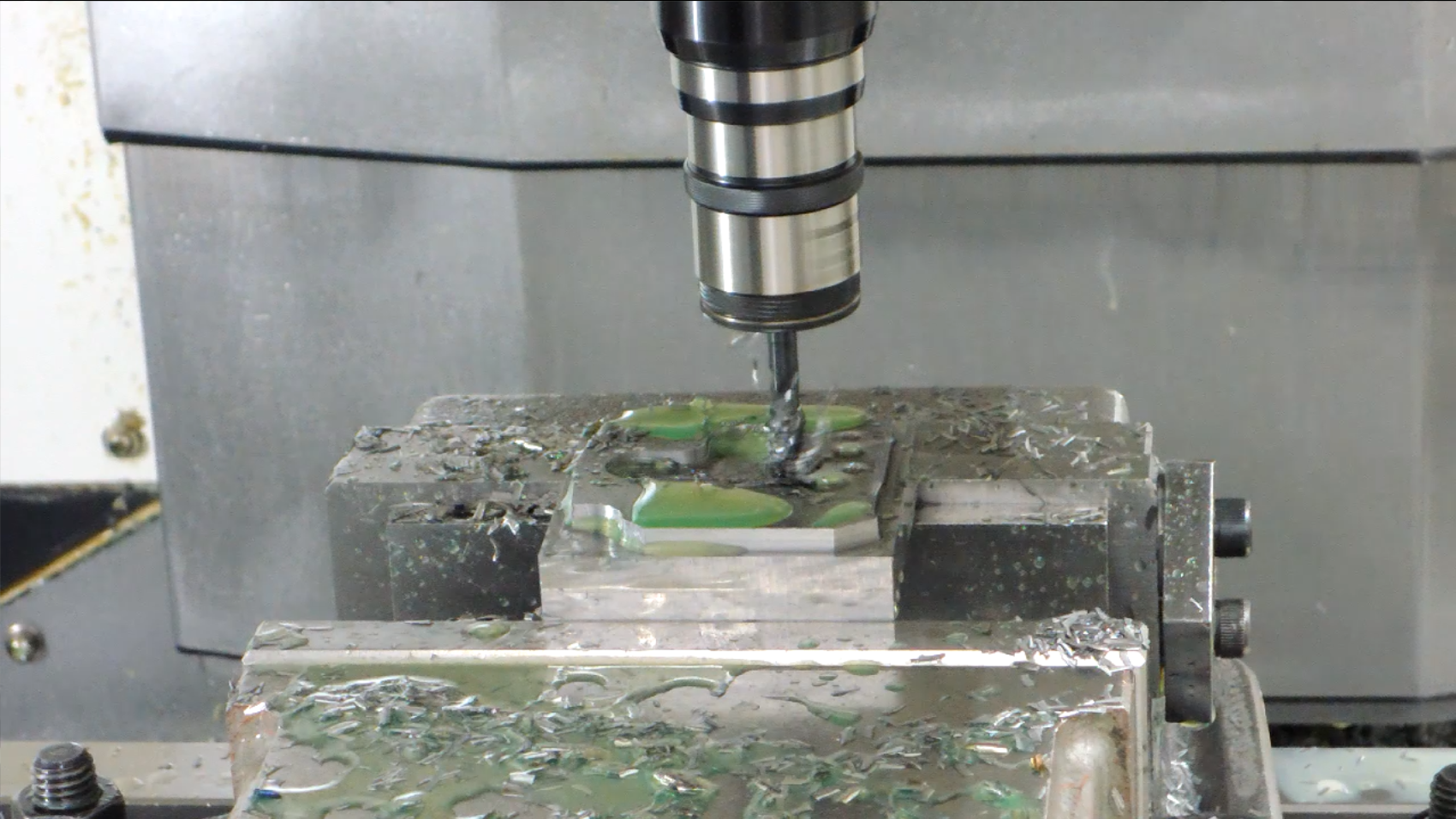
T02 - 센터드릴 6파이로, S1000 / F100 절삭속도와 이송속도로 드릴 홈 파기 가공을 수행합니다.
T03 - 드릴 6.8파이로, S1000 / F100 절삭속도와 이송속도로 탭 구멍 기초 관통 가공을 수행합니다.
T01 - 황삭 평엔드밀 10파이로, S1000 / F100 절삭속도와 이송속도로 윤곽과 포켓 황삭 가공을 수행합니다.
T05 - 정삭 평엔드밀 10파이로, S1400 / F80 절삭속도와 이송속도로 윤곽과 포켓 정삭 가공을 수행합니다.
T04 - 탭 드릴 M10x1.5 로, S200 / F250 절삭속도와 이송속도로 암나사 탭 구멍 가공을 수행합니다.
사용된 공작기계장비는, 현대 위아-화낙 시스템으로 가공을 수행하였습니다.
화낙 컨트롤러가, 유저가 많은 편이며, UI가 편하기 보다는, 친숙한 다는 것이 사용자들의 이야기 입니다.
NC로 가공중에, 보아야 할 데이터는 남은거리 부분을 잘 읽고, 확인해야 주축의 충돌을 대비하고, 예측할 수 있습니다.
공작기계를 사용한 기계가공은 신중하고, 정확해야 합니다.
장비는 시키는대로 움직이기때문에 공작물 좌표계와 공구 셋팅에 매우 많이 신경써야 하며, 캠이나 수기도 잘 확인하여 가공 작업을 수행해야합니다.